ML24137A055
| ML24137A055 | |
| Person / Time | |
|---|---|
| Issue date: | 05/14/2024 |
| From: | Nellis C NRC/RES/DE |
| To: | |
| Christopher Nellis 3014155973 | |
| Shared Package | |
| ML24137A053 | List: |
| References | |
| Download: ML24137A055 (80) | |
Text
Technical Letter Report
[TLR-RES/DE/REB-2024-06]
Review of Advanced Manufacturing Technologies for Fusion Reactor Materials
Date:
May 14, 2024
Prepared as part of NRCs Future-Focused Research Program, by:
James F. Stubbins, PhD, P.E.
University of Illinois-Urbana-Champaign
NRC Project Manager:
Brian Bettes Project Manager Advanced Reactor Licensing Branch 1
Division of Engineering Office of Nuclear Regulatory Research U.S. Nuclear Regulatory Commission Washington, DC 20555-0001 DISCLAIMER
This report was prepared as an account of work sponsored by an agency of the U.S. Government.
Neither the U.S. Government nor any agency thereof, nor any employee, makes any warranty, expressed or implied, or assumes any legal liability or responsibility for any third party's use, or the results of such use, of any information, apparatus, product, or process disclosed in this publication, or represents that its use by such third party complies with applicable law.
ii This report does not contain or imply legally binding requirements. Nor does this report establish or modify any regulatory guidance or positions of the U.S. Nuclear Regulatory Commission and is not binding on the Commission.
iii EXECUTIVE
SUMMARY
Intensive research over the past several decades has moved the field of nuclear fusion toward the construction of large-scale experimental systems that will be capable of producing net energy with the goal of constructing and operating nuclear fusion power systems for electricity production and process heat applications. The field has evolved to recently demonstrate net power production in the U.S. National Ignition Facility, NIF, a laser-powered inertial confinement facility.
Other systems under construction like the magnetic confinement International Thermonuclear Experimental Reactor, ITER, are also configured to demonstrate the capability for net power production. These projects and other plasma science and plasma confinement advances have enabled several private-public funded companies to develop power producing nuclear fusion systems that are intended for near-term commercial power applications.
These systems subject extreme operational and environmental conditions to the materials that directly face the plasma, the plasma facing components, PFCs, and the associated structural support, the first wall, FW. These two structures operate in tandem to withstand the extreme surface heat fluxes, ~10 MW/m2, and high neutron irradiations, >1020 n/cm2s, of energetic neutrons. Most of the near-term fusion systems will employ the deuterium-tritium, DT, fusion process, which is the most accessible of all the possible fusion processes by current technical means. The DT fusion reaction produces 17.6 MeV divided between a neutron at 14.1 MeV and particle at 3.5 MeV. Systems employing the DT fusion reaction must also generate or breed an tritium, T. The high heat fluxes, high neutron energies, tritium breeding, and containment constraints place immense performance requirements on materials for the PFC/FW structures.
There are a number of ways to provide the necessary plasma confinement conditions to accomplish fusion. Nearly all of them will face similar issues in dealing with heat removal and withstanding intense irradiation environments.
All of the fusion power systems currently under development are highly complex facilities that require simultaneous and cooperative operations of various critical system components. For power operations, the systems must also collect and transfer the energy generated in the system to power delivery systems. The steady and stable flow of power from the fusion power systems requires the choice of robust functional and structural materials that can operate reliably for years of operation. The evolution of advanced manufacturing technologies provides appealing possibilities for fabricating materials with enhanced performance characteristics in geometries that increase their functionality and durability. In particular, additive manufacturing, AM, allows the printing of complex component geometries with material or alloy compositions that cannot be fabricated using traditional techniques. AM also reduces material wastage and fabrication time and has seen growing use for fast turnaround component repair or replacement. AM is of high interest for fusion power systems because it provides access to fabrication of components from materials that are extremely difficult to produce with traditional means.
The challenges faced by advanced fusion power systems rely heavily on materials performance.
Because of this, safety issues are also a necessary and required consideration so that loss of component functionality can be properly managed to mitigate personnel or system harm or
iv adverse exposure to the public. The safety analyses start with component design and materials selection. Because of the anticipated extreme operational environments, it is important to understand the capabilities and limitations of materials performance at the outset.
This report examines the issues of materials choices and advanced fabrication opportunities for dealing with the extreme operating conditions anticipated for fusion power systems. The report provides insight into the issues involved in these choices and provides a representative summary of the vast numbers of experimental and modeling efforts, which have continued for several decades, to characterize, and deal with these challenges. The report also attempts to indicate the opportunities provided by advanced manufacturing approaches with consideration of efforts necessary for component and systems qualification for service.
v ACKNOWLEDGEMENTS
The author would like to express his sincere appreciation to Brian Bettes and Robert Tregoning of the Nuclear Regulatory Commission for their multiple reviews and suggestions during the course of the preparation of this report, which were essential in elevating the coverage and quality of this document.
vi TABLE OF CONTENTS
EXECUTIVE
SUMMARY
..............................................................................................................iv ACKNOWLEDGEMENTS.............................................................................................................vi TABLE OF CONTENTS...............................................................................................................vii LIST OF TABLES.........................................................................................................................ix LIST OF FIGURES........................................................................................................................x Acronyms......................................................................................................................................xi 1 INTRODUCTION....................................................................................................................1 1.1 Overview of Fusion Processes and Conditions..............................................................1 1.2 Overview of Fusion Systems..........................................................................................4 1.2.1 Magnetic Confinement Fusion.................................................................................4 1.2.2 Inertial Confinement Fusion.....................................................................................8 1.2.3 Alternate Systems-Inertial Electrostatic Confinement, Reversed Field, etc. Status and Outlook..........................................................................................................................11 2 FUSION SYSTEM DESIGN CONSIDERATIONS................................................................12 2.1 Design Limitations.........................................................................................................12 2.2 Operational Limitations.................................................................................................12 2.3 Environmental, Serviceability, and Waste Constraints.................................................14 3 COMPONENT DESIGN CONSIDERATIONS......................................................................16 4 SAFETY CONSIDERATIONS AND IMPLICATIONS...........................................................21 4.1 PFC and Limiter Materials Failure and Consequences................................................22 4.2 FW Structural Materials Failure and Consequences....................................................23 4.3 Divertor Failure and Consequences.............................................................................24 4.4 Blanket Structure/Coolant/Breeder Failure and Consequences...................................24 4.5 Tritium Recovery Structures and Materials Failure and Consequences.......................25 4.6 Primary Pressure Boundary Failure and Consequences..............................................25 4.7 Non-conventional Fusion Process Failure and Consequences....................................26 5 MATERIALS SELECTION CONSIDERATIONS: ENERGETIC PARTICLE INTERACTIONS 27 5.1 Neutron Irradiation Effects............................................................................................27 5.2 Ion Irradiation Effects....................................................................................................29 6 FUSION MATERIALS SELECTION AND OPERATING CONDITIONS..............................33
vii 6.1 Plasma Facing Components, PFCs, and Limiters........................................................33 6.2 First Wall and First Wall Structures...............................................................................35 6.3 Divertor Structure and Cooling......................................................................................39 6.4 Blanket Materials and Structures..................................................................................42 6.5 Tritium Breeding and Separation Structures and Processes........................................43 6.6 Primary Pressure Boundary..........................................................................................45 7 FUSION MATERIALS AND STRUCTURES FABRICATION BY ADVANCED MANUFACTURING TECHNOLOGIES.......................................................................................47 7.1 Reactor Alloy Options...................................................................................................47 7.2 SiC................................................................................................................................48 7.3 Graphite and Carbon-Carbon Composites...................................................................48 7.4 Be and Alloys................................................................................................................49 7.5 Low Activation Steels Options......................................................................................49 7.6 High Entropy Alloy Systems Options............................................................................50 7.7 Micro and Layered Alloy Options..................................................................................50 7.8 Bonding and Attachment...............................................................................................51 7.9 Fabrication of Large-Scale Components......................................................................51 8 MATERIALS QUALIFICATION FOR SERVICE...................................................................52 8.1 Experimental Qualification Approaches for Materials: Irradiation Effects.....................52 8.2 Experimental Qualification Approaches for Materials: High Heat Flux Effects.............54 8.3 Modeling Qualification Approaches for Materials Performance in PFC/FW Environments...........................................................................................................................55 8.3.1 Physics-based Modeling Approaches....................................................................55 8.3.2 Materials Performance-Based Modeling................................................................56 9
SUMMARY
AND CONCLUSIONS.......................................................................................58 10 REFERENCES.....................................................................................................................60
viii LIST OF TABLES
Figure 1: Lawson Criteria for three major fusion interactions showing the temperature-confinement time and density for fusion [1]...................................................................................1 Figure 2: Approach to breakeven and ignition of multiple fusion facilities based on the Lawson Criteria [2]. (1 keV = 11.6x106 K)..................................................................................................2 Figure 3: A schematic of a Tokamak MCF system for power applications [5]...............................5 Figure 4: A schematic of an ICF power system [7]........................................................................9 Figure 5: One example of elemental activation analysis based on exposure to either or both high energy and low energy neutrons from a DT plasma at 5 MW/m2 for 4 years to meet Class C disposal limits [10].......................................................................................................................15 Figure 6: Characteristics of PFC damage regimes due to various plasma interaction processes
[3]................................................................................................................................................17 Figure 7: (a) Shows the allowable level of sputtered PFC material in the plasma and (b) the sputtering behavior as a function of ion impact energy. Note that the FoM of W is high at low energies due to the difficulty of causing W sputtering from low energy ion impacts [11]............30 Figure 8: Fuzz formation on W with high temperature He ion bombardment [20].......................31 Figure 9: An example of comparison of the service life limiting processes of 316 SS to V-15Cr-5Ti [26]........................................................................................................................................37 Figure 10: Example of neutron irradiation-induced yield strength changes in F/M stees [28].....39 Figure 11: ITER Divertor configuration showing the major plasma facing components and details of the W tile placements [29].......................................................................................................40 Figure 12: Example of a W divertor test block with an integrated CuCrZr cooling tube [19].......41 Figure 13: Example the temperature distribution in a W divertor block with an integrated CuCrZr water cooling tube with 20 MW/m2 thermal loading [19]..............................................................41 Figure 14: Hydrogen (a) diffusivities, (b) solubilities and (c) permeability in pure metals and carbon of interest for fusion applications. Note that permeability is diffusivity times solubility [31].
....................................................................................................................................................44 Figure 15: W L-PBF printed lattice structure ~ 1 cm on side (left) and microstructure of a cross-section of the printed web (right) [21]..........................................................................................48 Figure 16: L-PBF print of pure Mo. The printing direction is from the bottom up [48]...................3 Figure 17: L-PBF print of W with 0.15% ZrC powder: As-built (left) and post-HIP (right). The printing direction is from the bottom up [48]..................................................................................4
ix LIST OF FIGURES
Table 1: Common Fusion and Tritium Breeding Reactions, Products, and Energies...................3 Table 2: Possible Developmental Pathway and Operation Conditions for Large Scale MCF Systems for System Service Life (adapted from [6]).....................................................................6 Table 3: Selected Current Magnetic Confinement Systems..........................................................7 Table 4: Current Inertial or Alternate Confinement Systems.......................................................10 Table 5: Characteristic Issues for PFC Design and Materials Selection.....................................18 Table 6: Mechanical Properties Considerations for Fusion Chamber Design and Materials Selection......................................................................................................................................19 Table 7: Candidate PFC Materials Characteristics.....................................................................33 Table 8: Candidate F/W Materials Characteristics......................................................................35 Table 9: Typical Compositions of Ferritic/Martensitic (F/M) and Reduced Activation Ferritic Martensitic (RAFM) Steels [27]...................................................................................................38 Table 10: Candidate Divertor Materials Characteristics..............................................................42 Table 11: ASME Pressure Boundary Code Qualified Materials for Moderate Temperature Applications.................................................................................................................................45
x ACRONYMS
........................Alpha particle AM...................Additive Manufacturing appm.................Atomic parts per million CVD.................Chemical Vapor Deposition CVI...................Chemical Vapor Infiltration D.......................Deuterium DED.................Directed Energy Deposition DEMO..............Demonstration Fusion Reactor dpa....................Displacements per atom dpa/s.................Displacements per atom per second F/M...................Ferritic Martensitic Steel FNSF................Fusion Nuclear Science Facility FW....................First Wall H.......................Hydrogen He.....................Helium with isotopes He3 and He4 HIP...................Hot Isostatic Pressing ICF...................Inertial Confinement Fusion ITER.................International Thermonuclear Experimental Reactor Li......................Lithium with major isotopes Li6 and Li7 LLNL...............Lawrence Livermore National Laboratory L-PBF...............Laser Powder Bed Fusion MCF.................Magnetic Confinement Fusion MIF...................Magneto-Inertial Fusion NIF...................National Ignition Facility PFC...................Plasma Facing Components RAFM..............Reduced Activation Ferritic Martensitic Steel NDE.................Nondestructive Evaluation SiC....................Silicon Carbide SiC/SiC,............Silicon Carbide-Silicon Carbide Composite usually made by CVI SiCf/SiC............Silicon Carbide fiber-Silicon Carbide Composite usually made by CVI T.......................Tritium
xi 1 INTRODUCTION
1.1 Overview of Fusion Processes and Conditions
An instructive approach to understanding the materials requirements for fusion systems applications is to consider the plasma intensity required for fusion. Fusion reactions require the interacting particles to be ionized, heated to very high temperatures, and confined for sufficiently long periods to allow nuclei to fuse. The means to obtain the necessary plasma high temperatures, densities, and confinement time is not the focus of this report. However, the conditions that lead to fusion are important for understanding the impact on the plasma facing component/first wall, PFC/FW, and the rest of the fusion system. A simplified view of the conditions required for nuclear fusion can be envisioned from the plasma characteristics captured in the Lawson Criterion [1];
see Figure 1. The Lawson Criterion combines the effects of plasma density, temperature, and confinement time to bind the conditions necessary for fusion. Figure 1 shows these boundaries for which deuterium-tritium (DT), deuterium-deuterium (DD), and deuterium-helium-3 (DHe3) fusion reactions are possible.
There are various ways to successfully reach these conditions and attain fusion reactions. The two most prominent approaches are (1) magnetic confinement, which uses longer confinement times and associated high temperatures at lower plasma densities, and (2) inertial confinement, which uses extremely high plasma densities at high temperatures for a very short confinement time. Both approaches and other alternatives that combine the two processes have been successfully employed to produce nuclear fusion.
Figure 1: Lawson Criteria for three major fusion interactions showing the temperature-confinement time and density for fusion [1].
A-1 At present, most of these nuclear fusion experiments require more energy to cause the reaction than is obtained from the fusion process. This report is meant to anticipate the PFC and FW conditions that will be encountered in more advanced fusion systems, which are designed to reach breakeven and beyond, Q 1, where Q is the ratio of energy out to energy in. The progression toward these conditions is shown in Figure 2. It should be noted that, in order to reach plasma conditions for sustainable fusion energy production, the PFC and FW will have to sustain wall loading conditions, which are at least an order of magnitude more intense than those in current experimental systems. The longer-term goal is for systems that can operate at steady-state or near steady-state conditions. Near-term advanced systems, such as ITER, will operate in a pulse mode, which is also consequential for the PFC/FW performance due to thermal, temperature, and irradiation cycling.
Figure 2: Approach to breakeven and ignition of multiple fusion facilities based on the Lawson Criteria [2]. (1 keV = 11.6x106 K)
Figure 1 indicates that the DT plasmas can initiate fusion at confinement conditions that are less aggressive than DD plasmas, DHe3 plasmas, or a number of other potential plasma fuel combinations [1], [2]. This difference is significant since the DT plasma reaction produces an particle and a neutron with energies of 3.5 MeV and 14.1 MeV, respectively, for a total of 17.6 MeV. Fusion using alternative fuels results in various fusion product distributions, some of which are shown in Table 1. The 14.1 MeV DT neutron energy is well in excess of average fission neutron energies of ~2 MeV and an upper limit of 10 MeV. This difference between DT fusion and fission neutron energies is significant due to the atomic displacement damage intensity in
A-2 materials and the ability of 14 MeV neutrons to cause threshold (n,p) and (n,) reactions, which are much less common with fission neutrons. These (n,p) and (n,) reactions result in much larger quantities of internally generated H and He than in fission neutron irradiated materials. Other possible fusion reactions, which are difficult to initiate, result in lower neutron and particle energies and remove the tritium breeding requirements. They are more appealing from a materials and systems design standpoint but much more difficult to achieve in practice and result in lower energy output.
Figure 2 shows the steady progress toward meeting the breakeven conditions in the upper right corner, Q > 1. Many of the experimental results indicated in Figure 2 are from H, D, or other ions.
The use of ions such as H or D is not intended to produce a large number of fusion events. Since DD fusion is more difficult than DT fusion (see Figure 1), they are used to produce plasma conditions that could lead to successful DT fusion under the same conditions. DT plasmas have been used in some cases to test that the correct plasma conditions for fusion can be attained.
However, even experiments with DT plasmas are far less intense than conditions that will be encountered in a fusion energy producing system. Figure 2 also indicates the Q > 1 success of the inertial confinement experiment at the National Ignition Facility, NIF, and the intended plasma conditions for both ITER and SPARC. Q values for commercial systems are intended to be Q =
10 or greater [3], [4].
Table 1: Common Fusion and Tritium Breeding Reactions, Products, and Energies.
Reactants Products n Energy He3 p Energy T Total Energy (MeV) Energy Energy (MeV) Energy (MeV)
(MeV) (MeV) (MeV)
D-T n, 14.06 3.52 17.6
D-D n, He3 50% 2.45 0.82 3.3
p, T 50% 3.02 1.01 4.0
D-He3, p 3.6 14.7 18.3
p-B11 3 8.7 8.7
Reactants Products Abundance Thermal Epithermal Fast (n,) Energy Total Energy
(%) (n,) (n,) (MeV) (MeV)
n-Li6, T 4.85 1/v 1/v 4b peak, ~1.9 4.78 vthen ~1/
~2.9 T
n-Li7, T, n 95.15 ~0 ~0 ~0.1b at E>4MeV
A-3 Table 1 also lists the necessary tritium breeding reactions supported primarily by the Li6, isotope which is only a small fraction of naturally occurring Li. Since tritium is not obtainable from other natural sources, sufficient tritium production must take place in the fusion system blanket to replace the tritium consumed in the fusion reaction. This is an additional engineering challenge for DT fusion reactor design and operation. Production, retention, and management of large quantities of tritium present safety concerns (see Section 4).
The appeal of the other fusion reactions, while more difficult, is due to lower neutron energies, fewer neutrons, and the lack of required tritium breeding. For example, the p-B11 fusion process has the major advantage that all fusion products are He ions, the energy of which can be captured with the magnetic confinement system. Since no neutrons are produced, there are no neutron activation products or other residual activated materials. There is also no need for tritium breeding or management. The p-B11 reaction also removes constraints on system serviceability and eventual waste disposition due to the lack of activated materials.
1.2 Overview of Fusion Systems
As indicated previously, there are various reactor design approaches for producing nuclear fusion.
The study from which Figure 2 is taken [2] provides a summary of the relevant fusion systems approaches being developed to advance toward net power production. These systems can be classified into three general categories (see [2]): magnetic confinement fusion, MCF, inertial confinement fusion, ICF, and systems that utilize some combination of both confinement techniques, referred to as magneto-inertial fusion, MIF.
An overview of example fusion systems provides insight into the influence of fusion plasma products on the conditions that the PFC and FW must endure. Two characteristic designs, which share features of many existing experimental and developmental systems, are used for examples here. For the purposes here, the PFC and FW are considered in combination since they operate as a merged component, each dependent on the performance of the other.
1.2.1 Magnetic Confinement Fusion
1.2.1.1 Magnetic Confinement Fusion Systems Configuration
MCF systems consist of a main plasma vacuum chamber surrounded by several components that support the production of the fusion plasma, extract the energy from the fusion process, and produce tritium in DT fusion. A schematic of a Tokamak fusion energy system is shown in Figure 3 [5], with system components identified and a standard 2 m tall figure in red for scale. The FW would have a thin PFC directly facing the central plasma. Not shown in this schematic, but commonly in fusion experimental devices are limiters. Limiters are essentially ribs or protrusions on the inner wall so that plasma disruptions primarily impact the Limiter ribs rather than the PFC/FW surface. The divertor at the bottom would also be impacted by the fusion products, which are directed onto it by the magnetic field configuration provided by Poloidal Field (PF) Coils and Toroidal Field (TF) Coils. The divertor catches the fusion products as they are removed from the main plasma by shaping the magnetic fields to direct the outer layer of the plasma onto the divertor surfaces. The shaped outer magnetic field layer that directs plasma ash to the divertor is usually
A-4 termed the scrape-off layer and is also characterized by the crossing point of the inner and outer magnetic fields at the separatrix. The high magnetic field strengths required for plasma confinement are produced by superconducting magnets with an integrated magnet cooling system to maintain cryogenic temperatures. To optimize the effectiveness of the magnets, they should be as close to the plasma as possible but outside of the vacuum vessel boundary. As shown, the TF Coils loop around the entire vacuum vessel, including through the central column.
Due to the high sensitivity of the magnets to neutron irradiation damage, they require substantial protection by a layer of shielding that moves them from the vacuum vessel.
Figure 3: A schematic of a Tokamak MCF system for power applications [5].
Figure 3 also indicates the typical location of the Vacuum Vessel wall, which is the main vacuum to atmosphere pressure boundary. For energy producing DT systems, the blanket is required to capture some of the energy generated by fusion and to produce tritium to make up for the tritium burned in the plasma. Note that the neutron capture process in Li6 will also produce energy in the blanket, see Table 1. Both the FW and the blanket require cooling systems.
The MCF system configuration exhibits the design tradeoffs between having a compact size to optimize the effectiveness of the magnet system while providing sufficiently large PFC/FW and Blanket/Shielding systems to withstand the radiation generated by the plasma.
1.2.1.2 MFC Development and Commercial Systems
MCF is the most highly pursued approach to developing sustainable energy production from fusion. There are a large number of experimental facilities nationally and internationally using high magnetic fields to confine plasmas, most in the Tokomak or spheromak configurations and some in the reversed field configuration (see [2] for details). The leading international MCF design is the International Thermonuclear Experimental Reactor, ITER, which is a large Tokamak currently being constructed in the south of France with contributions from a large number of member
A-5 countries. Other parallel national efforts are underway in various locations around the world to build experimental systems that could also reach Q > 1.
Following ITER, a demonstration power plant, DEMO, will be constructed, for which plans are already underway. Planning for both ITER and DEMO provides the basis for the current approach to PFC/FW materials selection. The anticipated PFC/FW loading is >5 MW/m2, and the divertor structures are anticipated to be closer to 10 MW/m2, perhaps lower with some consideration of divertor surface protection. Variations on the ITER design and PFC/FW are being considered and pursued by other magnetically confined systems, some of which will employ other fusion fuels to alleviate the plasma-PFC interactions.
One possible progression of MFC development forward from the construction and operation of ITER toward commercial fusion power is shown in Table 2, which was adapted from Kessel et al.
[6]. The component service conditions are discussed below. The projections for fusion power systems demonstrate the need to operate continuously at high temperatures. Assuming future systems will employ DT fusion, tritium breeding will also be essential. The move to higher temperatures and continuous operation means that He, molten salts, or liquid metal coolants are necessary options. The maximum neutron damage level to the PFC/FW indicates the anticipated damage at the end of the PFC/FW service life before needing to be replaced.
Table 2: Possible Developmental Pathway and Operation Conditions for Large Scale MCF Systems for System Service Life (adapted from [6])
Operation Conditions ITER Proposed FNSF DEMO Power Reactor Timeline 2035 - 2050 2060 Max Neutron Damage 3 dpa 39-80 100150 dpa 150-200 dpa Max Plasma Pulse 500-3000 s 1-15 d 15-365 d >365 d T Breeding Ratio ~0 ~1.0 1.05+ 1.05 Blanket Temp 285°C 550°C 550°C 550°C PFC/FW Coolant Temp 150°C 650°C 650°C 650°C Materials PFC W, Be W, SiC, SiC/SiC, C, C composites FW RAFM, RAFM, V, SiC, SiC/SiC, C, C composites CuCrZr/316 SS Blanket - PbLi, SnLi, Li Ceramic plus other neutron multipliers PFC/FW Coolant H2O He, Molten Salt, Liquid Metals Vacuum Pressure 304 SS Bainitic Steels Boundary
Table 2 is only one possible evolutionary path but does represent the currently envisioned developments from ITER to DEMO to a commercially viable MCF system. The conceptual Fusion
A-6 Nuclear Science Facility (FNSF) [6] was envisioned as one means of providing a test bed for MFC materials and systems development. The concept was to develop a DT burning system that would bridge anticipated ITER and DEMO conditions at a scale where the effects of significant irradiation doses could be studied for materials, breeding, and component development or qualification, but is still only conceptual.
In addition to the nationally-and internationally supported efforts, several fusion start-up efforts have made significant advances toward commercial fusion applications in recent years. They are listed with an indication of their broad approach to fusion confinement and the impact on potential PFC/FW choices. Table 3 lists a selected number of these efforts. These fusion power concepts use a variety of confinement techniques and, in some cases, fuels other than DT. The choices of confinement technology and the fuel will have a major impact on the PFC damage and the FW material for neutron effects.
For example, the choice of p-B11 (TAE Technologies) avoids neutrons and deals only with charged particles. The D-He3 fuel (Helion Energy) produces 75% of the fusion products as ions and only 25% with 2.45 MeV neutrons, which are somewhat less damaging than the 14 MeV neutrons from DT fusion at a 50% production fraction (see Table 1). In a few cases, the use of liquid metal walls avoids some of the issues with solid PFCs but still presents other structural materials issues that could impact safety.
Table 3 lists a selection of current MFC commercial projects with information about their confinement approach and materials selection. In several cases, materials for the PFC/FW have not been selected or identified, as noted with (-) in the table.
Table 3: Selected Current Magnetic Confinement Systems
Company Confinement/ System PFC FW Major Fuel Technology Requirement Commonwealth Fusion MCF/ DT Tokamak-W likely V Development Systems, type of high temp https://cfs.energy/technology superconducti
/ SPARC ng magnets (HTS)
TAE Technologies, MCF+ Field-s SS p https://tae.com/fusion-Accelerator/ Reversed contained acceleration, power/ p-B113 with p by B injection accelerator magnetic field General Fusion, Magnetized Liquid Liquid Plasma https://generalfusion.com/fuTarget Fusion/ Metal Metal Compression, sion-demo-plant/ DT with Li with Li Liquid Metal
A-7 Tokamak Energy, MCF /DT Spherical - - Development https://tokamakenergy.com/ Tokamak of HTS, our-technology/fusion/ protection of central HTS Type One Energy, MCF/ DT Spheromak - - -
https://typeoneenergy.com/o ur-technology/
Helion Energy, MCF/D-He3 Accelerate - - Captures https://www.helionenergy.co d RF D-energy from m/technology/ He3 with charged further fusion compressio products, n must deal with fusion neutrons Thea Energy, formerly MCF Planar Coil Princeton Stellarator, Stellarator https://thea.energy/
Realta Fusion, MCF Magnetic Intended for https://realtafusion.com/ Mirror, DT industrial heat Kyoto Fusioneering*, N/A N/A N/A N/A Provides https://kyotofusioneering.co support for m/en/technology fusion companies
1.2.2 Inertial Confinement Fusion
1.2.2.1 Inertial Confinement Fusion Systems Configuration
A schematic of an ICF system is shown in Figure 4 [7]. The system shows the central fusion pellet, which would be heated and compressed by a highly focused, energetic laser beam array. This system is typical of the NIF at Lawrence Livermore National Laboratory (LLNL), which has surpassed the breakeven conditions or Q > 1 (see the NIF data point in Figure 2). In operation, pellets would be dropped in rapid succession from the top and fused when they reach the laser target location. Note that there are no magnetic fields in this system so all fusion products would be directed toward the chamber walls. For DT fusion, the particles would be implanted into the PFC on the chambers inner wall surface. The neutrons would penetrate through the walls into
- Kyoto Fusioneering will supply components and structures for other fusion companies and as such will be involved in component licensing processes.
A-8 the blanket region. In this particular configuration, the system is shown with a Be inner wall for neutron multiplications (n,2n) reactions to support the tritium breeding process in the blanket. In practice, the pellet ignition rate would be very high, greater than 100 Hz, to essentially continuously heat the chamber wall. At much lower ignition rates, the inner wall, especially the PFC, would see significant thermal cycling. The wall chamber radius and the fusion pellet yields determine the PFC/FW loading parameters. There are also a large number of chamber penetrations for focusing the laser array, which have to be protected from damage with sufficient design and shielding to mitigate particle and neutron streaming.
Figure 4: A schematic of an ICF power system [7].
The laser focusing is accomplished by a set of reflecting mirrors so that the lasers would not directly see the plasma. However, the mirrors are line-of-sight and must also account for neutron and particle loading from the fusion shots. Degradation of the mirror surfaces from irradiation and thermal radiation effects is a critical part of their design and longevity.
The example systems designs shown above are constrained by several functional and operational parameters based on the required performance of each of the separate components discussed in this section. Further details on these design considerations are provided below.
A-9 1.2.2.2 ICF Outlook and Commercial Status
Based on confinement physics, an alternate method to produce net energy from fusion is through ICF. This process has been employed successfully for net positive energy production at the NIF, see Figure 2. Because of the success with NIF, interest has also grown in other ICF concepts (Table 4), including a recent announcement from the Department of Energy, DOE, funding IFE (Inertial Fusion Energy) awards [8]. The NIF system is not designed to demonstrate ICF as an energy producing system leading to commercial scale systems. There have been a number of design studies examining the use of ICF systems for energy production, which anticipate high frequency pellet ignitions to achieve continuous power production.
An example of the scaling required for a commercial ICF system can be taken from the first successful NIF experiment. In that shot, 3.15 MJ of fusion energy output using 2.05 MJ of laser power with a net energy of 1.10 MJ or a Q = 1.54 (see Figure 2). A 1 MJ shot per second converts to 1 MW of fusion power. To produce power approximately equivalent to a 3000 MWth (or a 1000 MWe assuming a 33% thermal to electrical conversion efficiency) nuclear fission reactor would require approximately 3000 shots per second. At the small modular reactor scale of 300 MWth, the shot frequency would decrease by an order of magnitude. Smaller-scale ICF systems are possible and might be commercially competitive. However, those systems would still require large-scale laser array power on the pellet to meet the conditions required for fusion. This means the power scaling is more dependent on the shot frequency than on the laser power or system size, which will be large in all cases.
Based on the power output, 3.15 MJ is approximately equal to 2x1019 MeV or 1.1x1018 DT fusions, corresponding to 14 MeV neutrons and ~4 MeV particles released in the shot which would have to be produced through tritium breeding reactions to replace those used in the shot.
The evolution of ICF technology to large-scale energy production will depend on operating conditions of continuous power output at high operating temperatures and tritium breeding for DT systems. Advances in laser systems capabilities and costs could enable competitive deployment of ICF. The recent NIF results show that issues with uniformly heating and compressing the target pellet have been achieved. Uniform target heating and compression has been the major technical development constraint for ICF, which now seems to be achievable. Again, (-) in the table indicates that the PFC or FW material has not been specified.
Table 4: Current Inertial or Alternate Confinement Systems
Company Confinement/ System PFC FW Major Fuel Technology Requirement Xcimer Energy, ICF/DT Laser Driven Flowing Structural Based on https://xcimer.energy/index micro-DT liquid Vacuum LLNL
.html pellet metal Chamber HyLife Design
A-10 Focused Energy, Laser Driven Laser Driven - - Laser https://focused-ICF/ DT micro-DT technology, energy.world/#/ pellet pellet design ZAP Energy, Z-pinch/ DT Plasma, Flowing Structural Plasma https://www.zapenergy.co shear-flow liquid containm column m/how-it-works stabilized metal ent for stability column, 10 the during pulses/s for flowing compression, 50 MW liquid pulse rate metal Shine, Phase 4 D beam on T Accelerator - Water Intense https://www.shinefusion.co driven deuterium m/ accelerator current
1.2.3 Alternate Systems-Inertial Electrostatic Confinement, Reversed Field, etc. Status and Outlook
Other systems that have a variety of magnetic field or inertial confinement configurations are included in the systems shown in Figure 2 and described in reference [2], which acts as an excellent source of information for the relative performance of those alternatives. In those cases, if DT fusion is the fuel choice, similar materials irradiation conditions, and tritium breeding requirements are also expected.
A-11 2 FUSION SYSTEM DESIGN CONSIDERATIONS
2.1 Design Limitations
The overall system size and shape are set by the confinement approach, MCF, ICF, or MIF [2].
The first important consideration is the distance from the component that provides the required confinement conditions. For example, the size of the magnets that produce the necessary confinement and plasma heating conditions will be a major constraint on the system size for MCF.
For ICF, the chamber dimensions are confined by the requirements of focusing the laser arrays.
In both cases, smaller system sizes are a benefit for cost and functionality. However, requirements for heat extraction and tritium breeding necessitate effective blanket and PFC/FW designs. Packing the PFC/FW, blanket, cooling structures, and shielding into a small, confined space is challenging. For the purposes here, larger PFC/FW sizes reduce the wall particle and heat flux for the same system power. This, in turn, leads to a requirement for larger stand-off distances for magnet or laser systems. The focus here on the PFC/FW provides an instructive example of the design tradeoffs between confinement systems and energy and tritium capture systems. Balancing these competing design considerations has major implications for the magnet or laser systems and also impacts PFC/FW service lives and the tritium breeding efficiency.
2.2 Operational Limitations
This report focuses on the performance of fusion system PFC materials and the associated FW materials under conditions anticipated for near-term and advanced fusion demonstration and power systems. PFC/FW issues apply to most fusion systems regardless of the plasma confinement approach and must stand up to the most extreme operating conditions of all system components. The PFC must withstand extreme heat fluxes of up to 10 MW/m2 and intensive irradiation damage from highly energetic neutrons and particles.
In this survey, particular attention is paid to the use of advanced manufacturing techniques for producing PFC materials. Design requirements and selection of PFC materials requires materials fabrication and operational performance that are a challenge to meet by conventional materials and component fabrication techniques. The associated emphasis on the FW materials is due to the necessary bonding or interface between the two materials. The viability of the joint between the PFC and the FW is critical for the performance of both materials and has implications for component service life and system safety. In most current designs, PFCs are on the order of 1 to 5 mm in thickness. For anticipated operating conditions, the loss of this plasma facing barrier, which is possible through a number of plasma interaction processes, could lead to safety issues for the plasma containment system. In addition, the PFC may act as a tritium barrier, particularly in the case of tungsten-based PFCs, or could contain significant internal tritium concentrations, such as experienced in carbon and carbon-composite systems. Due to the protective function of the PFC, its loss, detachment, cracking, reduction in thickness, or other forms of compromise to its protective capabilities would directly impact the FW and could present safety issues.
A-12 In MCF Tokamak configurations Divertors are used as a collection point for particles that are exhausted from the main plasma volume (see Figure 3). In those systems, the divertor sees similar or higher wall loading to the PFC/FW structure and faces similar materials selection and performance issues. Both the PFC and the divertor undergo severe service conditions of heat and particle fluxes but due to the differences in their function, the divertor does not directly face the working fusion plasma. Due to its location, it is possible to design different engineered structures to deal with these intense loading conditions. However, many of the considerations for PFC/FW structures are also issues for the divertor design and functionality, where divertor surface energy deposition can be even more severe than those for the main PFC. Due to potentially higher wall loading in the divertors, they are often designed as cassettes that are readily replaceable than the PFC/FW. They are less of a safety concern but must bear a high heat flux so adequate cooling is essential. Coolant leaks or loss of coolant flow would be major concerns due to the large levels of heat that must be removed to prevent melting or loss of structural strength of PFC/FW structures. The PFC/FW also acts as the major barrier between the plasma and the breeding blanket and is critical for maintaining the blanket integrity and associated containment of the tritium inventory. Sensing leaks or loss of coolant flow, or other indicators such as increases in coolant outlet temperatures, would more likely lead to an immediate system shutdown.
However, residual heat removal would remain a concern.
A recent review of the PFC and associated divertor loading conditions provides a useful overview of anticipated operational demands [3]. On the first order, this will be primarily due to plasma burn cycles and cycle lengths, which will induce thermal and associated stress cycles on the PFC/FW along with upper and lower bounds on wall temperatures during plasma-on and plasma-off cycles.
It is envisioned that future MCF power systems will operate at steady-state with on-line refueling.
However, the transition from pulsed or semi-pulsed operation will take a considerable time for development.
ICF systems are, by nature, pulsed systems and in the near term will also have to deal with pulsing effects. In the long term, it is anticipated that those systems will have to have shot rates in the 100 to 1000 Hertz range to be viable for energy production. At those pulse rates, the PFC/FW would also be at a quasi-steady-state since the pulse rates far exceed the time scales for thermal cycling.
Beyond the first order cyclic wall loading effects, there are a number of operational issues that are also challenges to the PFC/FW integrity. Due to plasma-wall interactions, there will be continuing erosion and redeposition of the PFC material through sputtering and internal transport processes during normal operations. This process could be worse under abnormal conditions due to significant plasma-PFC/FW interactions. These reactions will restructure the PFC in the areas of erosion and in the areas of redeposition. The redeposited PFC material will not have the same structure as the original PFC and the redeposition typically occurs away from the original area erosion. Further, extremely disruptive Edge Localized Modes (ELMs) or Vertical Displacement Events (VDEs) in MCFs will cause even more major surface damage to areas of the wall where the plasma hits the wall surface directly, causing an enormous energy deposition [3].
A-13 2.3 Environmental, Serviceability, and Waste Constraints
A major goal of the development of energy from fusion is to limit the activation of fusion system materials. This goal has two important benefits: it permits access to the chamber and components for servicing, and it reduces radioactive waste disposal concerns. There is also a value for possible accident conditions that would result in particle or corrosion product dispersal where lower dispersal product activity has major safety benefits. For DT fueled systems, the exposure to 14 MeV neutrons is clearly an issue for materials activation. For DD and DHe3, there can be neutron exposure depending on the extent of the DD neutron producing half of the DD reaction (see Table 1). Note that DD reactions are possible with any of the fuel options using D as one or both fuel combinations.
The effort regarding activated component disposition is to meet Class C radioactive waste disposal levels [9]. This goal is meant to contrast with the amounts of high level nuclear, radioactive waste from fission reactors, which requires specialized waste storage technologies.
To meet this goal, the selection of materials for fusion reactor components that will see high levels of radiation will be comprised of low activation elements. This has led to the development of reduced activation ferritic/martensitic (F/M) steels, RAFM. It has also been a major driver for the selection of materials for PFCs. However, in cases where high levels of activation are foreseen, efforts are made to reduce the volume of those materials as much as possible.
There have been several assessments of the elemental activation due to various degrees of exposure to the neutron environments in fusion systems. Piet et al. [10] demonstrated anticipated levels of radioactivity for 4 years of 5 MW/m2 neutron wall loading shown in Figure 5. Elements that show any level of activation would be avoided if possible or used in minor amounts as alloying additions if necessary. The colored boxes at the top indicate the amount of each element that would be allowable in the alloy to meet the Class C specification limits. For example, Nb would be limited to 0.0001% and Mo to 0.001% as alloying constituents.
Note that elements, metals, and alloys that are currently used or selected for use in advanced systems are in the unlimited category. In particular, PFC of W, C, Si, and possibly Be are all in the unlimited category. FW materials in the low activation RAFM steels, such as Fe, Cr, Mn, V, and W, are also in the unlimited category. Other elements, particularly Mo, Nb, Zr, Ni, and Al, are all elements to be avoided in metal alloy systems that will be irradiated. Cu also partially falls into this category.
A-14 Figure 5: One example of elemental activation analysis based on exposure to either or both high energy and low energy neutrons from a DT plasma at 5 MW/m2 for 4 years to meet Class C disposal limits [10].
A-15 3 COMPONENT DESIGN CONSIDERATIONS
The previous sections showed examples of the major fusion systems components, design constraints, and the types of fusion products that emanate from the plasma. In this section, the impact of those plasma-generated highly energetic particles on the designs of various components and associated materials selection and performance will be addressed.
The types and energies of the fusion reaction products shown in Table 1 have the most important impact on the efficacy of the PFC and the FW, as well as the other system components which are more distant from the plasma. PFC/FW systems are being designed to withstand very high surface heat loads of 5 to 10 MW/m2 and 14 MeV neutron wall loadings of 1020 to 1021 n/m2s, which would result in atomic displacements of >20 atomic displacement of atoms, or dpa, in a full power year. The displacement of atoms in solid structures can markedly change the materials physical, dimensional, and mechanical properties.
The fusion products that carry a charge are affected by the presence of high magnetic fields in MCF systems. However, neutrons, which carry no charge, are unaffected by magnetic fields. In MFC, charge-exchange neutrals, or p-x neutrals, which are ions that have become neutral by picking up an electron and losing their positive charge, are also not affected by the magnetic field and can impact the PFC directly. In this process, the neutral atoms will not travel nearly as far as the neutrons into the PFC/FW but end up being deposited in the PFC, causing surface or near surface damage [11]. A major component of the PFC heating comes from electromagnetic radiation, X-rays and gammas, emanating from the plasma, which has a smaller impact on atomic displacements.
In ICF systems, all fusion product particles, regardless of charge, travel to the PFC. Energetic neutrons will penetrate through the PFC and FW into the blanket and beyond. Typically, the charged fusion products will be attenuated a short distance into the PFC. Figure 4 shows an ICF conceptual image indicating the fusion pellet target position. The pellet fusion would distribute fusion products uniformly on the chambers inner plasma facing wall. This means that the selection of the chamber radius is a tradeoff between the access by the laser array and the resulting fusion product wall loading. To mitigate the large PFC wall loadings in ICF some systems have considered including liquid waterfall or chamber liquid coating options, which would act as the PFC between the fusion products and the FW. These options alleviate problems with solid PFCs but can cause issues with maintaining the chamber vacuum due to evaporation, which would have a negative impact on reestablishing the chamber vacuum before the next shot, lowering the shot frequencies and the system power.
A-16 The extremely high surface heat loads have major effects on materials. An indication of the instances and durations of high heat flux effects are shown in Figure 6 [3]. These include infrequent high-power events from plasma disruptions as well as PFC and divertor materials degradation due to normal operating conditions. The ELM disruptions and VDEs can all cause excessive damage due to extremely high heat loads and particle interactions. These events, found in MCF systems, are usually highly localized so that they affect small patches of materials rather than the full chamber surface. On the other hand, in near-term systems, the PFC and divertor in MCF and the PFC in ICF will see cyclic wall high heat flux loadings, which recur repeatedly for several minutes or longer, resulting in surface degradation, including thermal fatigue effects. Future power systems are anticipated to work in a steady-state mode with high heat flux wall loading without intermittent temperature cycling effects.
Figure 6: Characteristics of PFC damage regimes due to various plasma interaction processes [3].
Self-sustaining power systems must support the production of tritium to replace the tritium burned in the plasma. The main approach to tritium breeding is by capture of the fusion product neutron in a tritium bearing reaction, usually n+Li6 = T+. Note that for self-sustainability, a single neutron produced in fusion must breed at least one new tritium atom, which also must be efficiently collected and added to the tritium fuel reserve. Since it is highly unlikely that a single neutron will always produce a collectible tritium atom, materials with neutron multiplying possibilities or (n,2n) reactions, such as Be and Pb, are used in the blanket. Nevertheless, the handling of the tritium inventory is a critical operational feature and safety feature of self-sustaining fusion systems.
This report will consider PFC, FW, and other component issues associated with the high energy neutron, and in non-or weak-magnetic field cases, high energy alpha particle wall loadings. The conditions which must be endured for DT fusion are more damaging to PFC/FW materials than other fusion fuel combinations due to the high energy neutrons produced. Therefore, consideration of materials durability for DT fusion systems would address issues that would be less damaging with other fusion fuels. In addition, nearly all past and current materials research,
A-17 development, and selection for current fusion systems anticipate the employment of DT fusion plasmas.
The primary operating conditions for PFC and FW materials development and selection are listed in Table 5. The impact on PFC/FW materials is discussed in more detail later in this report. The impacts of these anticipated ranges of operating conditions are highly dependent on the material, the plasma characteristics, and the operating temperature range.
Table 5: Characteristic Issues for PFC Design and Materials Selection.
Issue Level Cause Effects
Heat Flux 5 to 10 MW/m2 Plasma emissions High cyclic or steady heat loads and temperatures
Radiation 1020 to Neutrons produced in the PFC/FW materials Damage 1021 n/m2s, >20 plasma degradation dpa/y
H & He ~15 appm Hydrogen and helium from Causes small gas-filled Production He/dpa, ~50 the (n,p) and (n,) neutron cavities, promotes appm H/dpa reactions, c-x neutrals in swelling and the PFC embrittlement
Sputtering 0.1 to 1 mm/yr Low energy (<10 keV) Thinning, redeposition, depending on atoms impacting the PFC to plasma poisoning material knock off surface atoms
Charge-Exchange Neutralized plasma Implantation into PFC Neutrals, c-x particles not contained by causing sputtering or H neutrals magnetic field and He effects
Plasma >10 GJ/m2 over Plasma directly hitting the Extremely large energy Disruptions ~10 ms PFC/FW deposition, melting, spalling the PFC, Fig. 6
Tritium Retention W: low T produced in the plasma Diffusion of T through and/or blanket the PFC into the chamber C, Be: moderate
Activation Low activation Activation of PFC/FW Impact on serviceability choices: W, Be, materials from neutron and waste disposal C, SiC capture
Pressure Remote from Vacuum containment Rupture releases fusion Boundary PFC system boundary gases and particulate
A-18 matter and T from breeding
Thermal W, C, SiC, Be: Ability of PFC/FW to Affects temperature in the Conductivity high remove generated heat PFC/FW and heat removal to coolant
Thermal Dependent on Expansion on heating and Differential thermal Expansion PFC & FW differential thermal expansion is an issue for materials expansion from cyclic PFC/FW joint plasma wall loading performance
Joining Standard Uniform PFC chamber Ineffective bonding could Bonding: HIP, coverage and support and result in flaking and Explosive, etc. conduction boundary spallation of the PFC, between PFC and FW, heat removal, T retention
Operating PFC/Divertor < Cooling medium Melting; grain growth and Temperature 2400°C constraints, water at low recrystallization; thermal temperatures, gas, or liquid fatigue for cyclic Depends on the metal/salt at high operations plasma temperatures conditions
In addition to the operational issues that the materials must withstand, there are associated materials performance characteristics that must be considered. Table 6 provides some materials performance considerations for FW and other structural materials applications.
Table 6: Mechanical Properties Considerations for Fusion Chamber Design and Materials Selection.
Issue PFC FW Blanket Balance of System
Strength Sufficient for Elevated Sufficient for Sufficient to thermal loading temperature coolant and T support magnets with cycling strength, ductility control or laser mounts creep, fatigue, and irradiation
Creep Significant for Typically limited Depends on N/A high temperature to 1% total strain Temperature and Stress
A-19 LT Embrittlement W susceptible to F/M susceptible Depends on N/A increased DBTT, to increased materials Brittle ceramics DBTT selection
He Embrittlement He at grain He at grain Probably not an N/A boundaries limits boundaries limits issue deformation deformation
Hydrogen Tritium retention T retention & Heat removal & Permeation Isotopes barrier, or tritium Susceptible to T production, controlled to low absorption levels hydrogen retention, and levels embrittlement at removal are low temperature major functions
Irradiation & Typically limited F/M steels are Limits blanket Shielding Swelling to 2%, resistant in the structural and properties for Embrittlement at right temperature functional magnets low temperatures range materials
A-20 4 SAFETY CONSIDERATIONS AND IMPLICATIONS
Fusion science and engineering have been the subject of intensive study and technical accomplishments over the past several decades. That progress, which is reflected in the progress toward meeting the Lawson Criterion, see Figures 1 and 2, has recently reached the stage where net fusion power and other fusion technical applications have been accomplished. However, these recent accomplishments are just the first steps toward sustainable, commercial fusion power systems.
The decades of progress have come about due to experimentation on multiple large-scale plasma scientific and engineering systems. The progress in the design and operation of those systems provides a helpful context for safety considerations based on construction and operational experience. The scientific experimental systems are comprised of components similar to those that will be employed in larger scale systems. The operational background and experience from the experimental systems can provide insight into expected component reliability and failure rates.
An effort to quantify types of failure paths and their frequency was carried out by Cadwallader and Piet [12] for experimental facility experience. While that study was performed decades ago, it is difficult to find similar more recent analyses. That form of failure type and frequency data would be helpful in determining design and component improvements and for assessments of safety assessments using fault-tree-type analyses [13].
Recent assessments of major experimental fusion systems, like ITER or DEMO, and future commercial systems typically take one of two approaches: (1) assess the implications of the worse-case accident, or (2) assess the potential stored energy and radioactivity that would have to be contained inside the pressure boundary in an accident scenario. In the first case, the assumption is that the full fusion system containment has been breached. In the second case, the assumption also considers internal damage levels, which may or may not result in a release beyond the system containment boundary.
Fusion systems configurations for both MCF and ICF include a vacuum pressure boundary, as seen in Figures 3 and 4. This pressure boundary is the vacuum containment vessel which supports the vacuum required for the plasma fusion process. Because of this, the pressure differential is typically one atmosphere. In both cases for MCF and ICF, the vacuum containment boundary or pressure boundary is removed from the operating conditions experienced by the PFC/FW or divertor (see Figure 3) so it operates at a moderate to ambient temperature depending on the cooling conditions. The pressure boundary is the differential pressure between ambient atmosphere and vacuum. Leaks are typically from the outside into the vacuum, which can disrupt the systems operation. The systems also have access ports for service, diagnostics, beam heating, tritium extraction for DT systems, and other operations. The PFC/FW, divertor, blanket, and shielding require cooling for extraction of the heat energy generated by the fusion process and to maintain safe operating temperatures. These systems also require penetrations through the pressure boundary.
A-21 Fusion systems have been typically seen as a more controllable system in accident scenarios than fission systems. At the first level, it is presumed that the plasma will be shut off immediately in an accident situation diminishing the major power production source. Even if this is the case, the latent heat in the PFC/FW, divertor, and blanket must still be removed. Furthermore, a likely failure scenario could include loss of coolant and coolant flow or loss of heat sink. This has been analyzed for a divertor concept and discussed below. Loss of coolant internal to the pressure boundary could result in phase transformation from liquid to gas for water, liquid metals, or molten salts, or further heating of He, all of which could raise internal pressures in the containment pressure vessel.
Most available analyses consider issues involved with DT fusion where tritium breeding, extraction, and handling are a major part of the operation, which require penetrations through the containment barrier at some point to facilitate tritium extraction. Therefore, a major accident consideration is the possible release of tritium into the atmosphere and subsequent dispersion.
Assessments of the exposure issues associated with a major fusion accident consider several types of dispersals that could be transported over a large area similar to air-borne dispersals from nuclear fission plants. Tritium is part of the consideration, but dust from the particulate matter in the vacuum chamber, activated corrosion products, and radioactive gases are also major safety, contamination, and human health hazards [14]. For example, ITER has required limits on tritium of 1 kg and for W, 1000 kg for dust that could be dispersed, including 76 kg for W on hot surfaces like the PFC [15]. Collections of tritium and deuterium for processing the fuel stream also have safety concerns for escape or possible trapping of explosive quantities. Even combustion with air, which is an effective means of burning H, is not acceptable for tritiated water production, which is also a hazard. Tritium decays by low energy decay at a maximum energy of 18.6 keV and average energy of 5.7 keV with a half-life of 12.33 yr. Tritiated water, HTO or T2O, which is more of a health concern because hydrogen in the form of HT, DT or T2, has a biological half-life of 10 d. Safety procedures and concerns with the combustibility of hydrogen for various commercial and vehicle applications might also provide useful guidance here.
Most worst-case fusion system failure assessments deal with the majority of the tritium content nearly instantaneously released to air or possibly water and do not deal with the remaining activated solids and liquids at the site of the facility. The most effective strategy is for the primary pressure boundary to contain the releases from an accident or a failure.
4.1 PFC and Limiter Materials Failure and Consequences
Analyses on the potential failure mechanisms of the PFC and associated FW have been assessed. Failure assessments are typically due to very high localized disruption events, which would severely damage the PFC, such as melting a Be PFC and W divertor. The earlier configuration of the ITER MCF system shows that melting of both materials is possible due to plasma disruptions. The melted layer can be fractions of a millimeter up to possibly 2 mm, which is a considerable fraction of the PFC thickness of 2 to 5 mm [13]. Figure 6 indicates the severity of the PFC damage under various surface loading conditions.
A-22 The loss of the protection of the FW by the PFC would lead to RAFM melting. The FW melting could be consequential for extended operational periods and lead to other consequences, such as local detachment from the surrounding PFC, resulting in low heat conduction capabilities and a growing damage zone.
Other possibilities of PFC detachment from the FW and associated cooling would have major consequences for the PFC survival due to the continuing build-up of heat in the PFC, spalling of the PFC with loss of FW protection, and possible direct plasma-PFC interactions.
For accident conditions, the PFC and FW require other considerations, including decay heat removal, levels of activation, and types of chemical reactions. These possibilities have been reviewed recently [16], [17]. Decay heat immediately after shutdown is on the order of 0.3 to 0.5 kW/kg for W PFC and 0.1 kW/kg for a RAFM FW. Since the W PFC mass is much lower than the FW material, decay heat removal would be more consequential for the FW [17].
One approach to mitigating damage directly to the PFC is to use internal ribs or limiters. As the name implies, the limiters would take most of the damage from plasma disruptions and could also reduce other forms of wear on the first wall. The failure of limiters by extreme plasma disruption events (see Fig. 6) could leave the PFC more exposed to subsequent plasma disruption events with similar effects to those discussed above.
Both PFC/FW and limiter materials can activate to some extent. W would produce some levels of Os, Re, Ta, and V, but the activation would be low. Similarly, low levels of activation are expected for the FW; however, the massive amounts of materials in the PFC/FW structure would produce a substantial radiation field [17]. Both materials would oxidize in the case of air ingress and may also be pulverized to contribute to the radioactive dust inventory that might be released. For example, WO3 could form, which has a melting point of 1473°C, well below the melting point of W.
Other potential major accident conditions are associated with the loss of coolant accidents (LOCAs) and loss of flow accidents (LOFA), which have serious consequences for adequate heat removal from the PFC/FW. LOCAs would result in the loss of cooling medium, which would prevent heat removal. LOFA would involve flow with the cooling medium intact but unable to circulate. The severity of either a LOCA or LOFA would depend on how quickly it was identified and how quickly the system would respond to terminate fusion. Residual PFC/FW heat would have to be removed, which would require a separate analysis. Relevant analysis of the consequences of these two accident events has been performed for the divertor [18].
4.2 FW Structural Materials Failure and Consequences
The failure of the FW structure is tied to the performance and integrity of the PFC in the cases described above. Additional considerations for FW failure include the FWs ability to maintain its structure capabilities during and after substantial irradiation damage, He and H production, and structural loads at elevated temperatures. Figure 7 provides a sense of the allowable operating ranges for two possible FW materials. Current RAFM FW materials are more resistant to void swelling than 316 SS in the temperature range of interest. However, ductility and fracture
A-23 toughness are a concern, particularly at low temperatures, due to a possible increase in the RAFM DBTT due to irradiation effects. This is a common concern with nuclear pressure vessel (NPV) steel, but they operate at lower temperatures where the radiation damage processes induce different property changes. Figure 12 gives some indication that irradiation above ~420°C may not increase DBTT or decrease fracture toughness. However, the role of He and H could have a major negative effect on both of those properties. He and H can also cause high temperature embrittlement. Creep, creep-fatigue, thermal fatigue, and phase stability will also be issues for elevated temperature applications.
Failure of the FW by a fracture process would result in the loss of the ability to safely form a power producing plasma. Other failure processes would not be so devastating but would also lead to an inoperable system. These include excessive dimensional changes through void swelling, which is not likely for RAFM steels, which are resistant to swelling in this temperature range, thermal fatigue with differential thermal expansion between the PFC and FW leading to detachment, corrosion interaction with the coolant or possibly blanket material, and tritium build-up leading to ambient temperature embrittlement.
4.3 Divertor Failure and Consequences
Due to extreme heat loads on the divertor tiles, the divertor cassettes could be replaced in case of malfunction. The consequence for external release for a W tile divertor would be similar to the PFC W. A recent analysis of possible accident scenarios for divertor accidents considered the two most damaging cases, loss of coolant LOCA and loss of flow LOFA [18]. Both scenarios were studied with MELCOR, similar to the approach used for fission system accident conditions.
The severity of the coolant water release depends on the primary pressure boundary-vacuum vessel wall temperature. At 40°C water condenses with no high-pressure consequence, but at 200°C the vapor pressure increases but is tolerated by the system. According to available analysis, pressure build-up due to steam formation is insufficient to cause damage to the pressure vessel.
Other divertor failure analyses concentrate on the tendency for cracking and fracture in the W tiles [19]. The tendency for cracking would be aggravated by the loss of bonding with the CuCrZr coolant pipe to adequately remove the heat load in the W tile.
4.4 Blanket Structure/Coolant/Breeder Failure and Consequences
In most designs, the blanket structure is distinct from the PFC/FW, including separate heat extraction, cooling systems, and tritium extraction system. In some designs, for example, in Figure 3, the blanket structure includes a heat shield as part of the structural design so that the blanket can operate at high temperatures for thermal conversion considerations, and a separate primary pressure boundary does not require high temperature design limitations due to creep or other elevated temperature issues. In addition to the higher temperature operating environment, the blanket containment must be compatible with the blanket breeding material, tritium recovery, and heat extraction system. Currently, there are several considerations for blanket breeding materials, including both solid and liquid options. For advanced systems, these include molten
A-24 salt and liquid metal options which also act as a coolant. Solid ceramic structures have also been evaluated and require a separate internal cooling and tritium recovery system. In all cases, Li6 is a necessary part of the tritium breeding process for DT fusion. For example, blanket design analysis for DEMO [4] suggests a solid Li4SiO4 tritium breeder coupled with a Be neutron multiplier. The breeding blanket materials and design choice depend on the efficiency of the breeder and the tritium extraction system to meet the >1.05 breeding ratio. The choice also has a major impact on safety analysis since the release of the tritium contained in the breeder and the volatilization of other components in the blanket would be released in the worst-case accident scenario. For example, the release of Be, which is present as a neutron multiplier, would also have health implications. Other materials, including Li, could also be volatilized. The implications of these releases have been analyzed multiple times with several recent reports available [14],
[15].
The blanket structural material also will need to have adequate elevated temperature strength and fracture toughness, compatibility with liquid coolant or liquid breeder, and good tritium retention. The structural materials choices are broader here due to the lower heat flux and neutron irradiation damage, but releases from the blanket represent the largest health risk of any component in the system.
4.5 Tritium Recovery Structures and Materials Failure and Consequences
The breeding and containment of tritium in the breeding blanket structure was discussed above.
It is important to also consider that tritium must be recovered from the blanket, which means that there are penetrations for tritium removal from the blanket and tritium storage and processing facilities outside of the blanket and primary pressure boundary. Since tritium release is a major safety concern, the integrity of the entire tritium production and processing system is key to ensuring safety against releases.
4.6 Primary Pressure Boundary Failure and Consequences
The worst-case accident scenarios considered by Nie et al. [14] assume that the pressure boundary is breached to the extent that most or all of the internal hazardous materials are released into the environment. The pressure boundary is the main boundary of the vacuum vessel so cracks or leaking joints would lead to an ingress of air rather than an explosion-like release.
The pressure differential is one atmosphere, which is a much smaller pressure differential than many nuclear primary pressure boundary materials.
Substantial leaks into the vacuum system would disrupt the fusion process and shut the system down. If the cooling and tritium recovery systems are still operatable, there should be no immediate threat of release.
The pressure differential is comparable to that of a pressurized aircraft cabin at high altitude but with the pressure differential in the opposite direction and at a different temperature. In pressure boundary accidents, it is important to note that the behavior is much different for compressible fluids like gases, which can expand dramatically, and non-compressible fluids like most liquids
A-25 (as long as there is no flashing or phase change), which do not experience a large change in volume.
This leads to a consideration of the multiple penetrations in the pressure boundary as potential points of concern, particularly for cooling and tritium recovery lines, which will carry elevated temperature cooling media and tritium. Failures leading to those releases appear to be a greater concern than the loss of vacuum at the pressure boundary. Pressure boundary penetration for fueling and service access appears to present less of a problem since leaks in those systems would shut down the system rather than lead to emissions.
4.7 Non-conventional Fusion Process Failure and Consequences
Several current and planned fusion processes are listed in Tables 3 and 4. These systems must likewise deal with primary pressure boundaries, which also function as a vacuum chamber enclosure. With a couple of exceptions for non-DT systems, there are similar high heat flux, neutron damage, and He implantation or generation issues for PFC/FW materials. DT systems will have to generate tritium, which will require a similar blanket, tritium extraction, and processing system with access through the primary pressure boundary. These issues could arise in all fusion systems.
One example of a non-conventional fusion system is the Shine facility. This facility is currently operating and uses a highly energetic, accelerated deuterium ion beam to impact tritium held in a containment vessel surrounded by water. This system has NRC licensing approval for uses of its system for inspecting industrial components and medical isotope production, its Phase 1 and 2 goals. It is currently pursuing a license for used nuclear fuel acquisition and processing for Phase 3. Phase 4 is nuclear fusion power production. The containment of tritium in the Shine system is different than the containment requirements in other systems and provides a useful example of a non-conventional but proven fusion process which has achieved remarkable fusion reaction intensities. The Shine configuration and those of the other current or near-term operational fusion systems will require specific analyses for their unique designs.
The Shine system is only one example of non-traditional fusion system configurations where the processes to achieve fusion require system configurations that are different from more conventional MCF and ICF systems and may require consideration of other safety features than those mentioned in previous sections.
A-26 5 MATERIALS SELECTION CONSIDERATIONS: ENERGETIC PARTICLE INTERACTIONS
Materials selection for fusion systems will have to deal with a number of performance issues related to materials physical and mechanical properties. Materials performance properties such as thermal conductivity, strength and fracture resistance, and corrosion resistance are common to most advanced engineered systems and are selected based on the requirements of specific components. These considerations will be discussed in a later section. The influence of irradiation of PFC/FW and other system components by energetic particles is considered here.
A unique feature of most advanced fusion systems is the need to deal with the effects of energetic particles produced by the plasma. This is a common feature of nuclear systems, but the intense level of energetic particle loading is especially important for most fusion systems, particularly those based on DT fusion. Since neutron and ion effects are pervasive in many fusion components and especially important for PFC/FW materials, an overview of their impact on materials selection and performance is provided here.
The materials chosen for PFC, FW, and divertor applications will be exposed to severe energetic particle bombardment. Two important mechanisms for degradation of the PFC/FW are due to (1) direct irradiation effects from the neutrons produced in fusion, typically 14 MeV for DT plasmas, and (2) the impact of ions due to charge-exchange neutrals, c-x neutrals, or direct plasma-wall interactions. The extent of the material degradation due to the irradiation environment depends on temperature, type, and energy of the irradiating particle, the rate of damage, and the residual implantation or retention of certain atomic species. In addition, neutron capture interactions can produce deleterious effects through radioactive isotope production and also account for He and H production through (n,) and (n,p) reactions. For DT fusion systems, (n,2n) reactions from Be or Pb are beneficial for multiplying neutron numbers for effective neutron capture by Li6 to produce make-up tritium.
5.1 Neutron Irradiation Effects
The major impact of neutron irradiation damage is due to high energy neutrons, E > 0.1 MeV, which includes 14 MeV neutrons from DT fusion. Neutrons of that energy can continue to cause internal atomic disorder as they scatter and slow down to epithermal energies or energies below 100 keV. However, the amount of atomic disorder increases with neutron energy. Neutrons at high energies can produce a number of types of material damage due to their ability to displace atoms in the PFC/FW from their equilibrium positions in the materials. The atomic displacements can be single atoms or clusters of displaced atoms, usually referred to as cascades. The creation of point defects and small defect clusters comprised of the vacancies (i.e., the vacant lattice position from which the displaced atom originated) and the interstitials (i.e., the injection of the displaced atom into a spot between other normal lattice atoms) lead to changes in the materials properties, the most important of which are the dimensional stability (i.e., swelling) and mechanical properties (e.g., yield strength, ductility, fracture resistance). Other changes, such as
A-27 corrosion resistance, thermal conductivity, and transmuted alloying constituents, can also degrade material performance.
For neutron irradiations with sufficiently high energies, the material or component temperature plays a major role in damage progression. At low temperatures, around 0.1 Tm (where Tm is the melting temperature, K), interstitials, or displaced atoms are mobile and can either recombine with existing immobile vacancies, termed recombination, or collect together, and form defect clusters, typically small dislocation loops, which both strengthen the material but usually reduce the ductility as barriers to dislocation motion which controls materials plastic deformation. Notably, it is not energetically favorable to form interstitials by thermal processes even at very high temperatures.
However, the energy required for interstitial production is provided by the irradiating neutrons, and once formed, interstitials are highly mobile. This means that atomic diffusion, which is not possible by high temperature thermally activated processes, is possible at low temperatures due to the irradiation-induced interstitial population. This can enable internal compositional changes at low temperatures, which would otherwise be thermally-energetically impossible.
At approximately 0.2 to 0.3 Tm, depending on the alloy crystal structure, vacancies also become mobile. They can undergo recombination or, depending on the number of interstitials tied up in defect clusters, they can form vacancy clusters or voids. Voids are internal holes that result in an expansion or swelling of the material. Dimensional changes from this mechanism are typically restricted to < 1% in design considerations. These processes persist to about 0.55 or 0.6 Tm, above which the thermal production of vacancies starts to overwhelm those produced by irradiation.
The high end of the temperature range is also important for fusion applications due to the production of helium and hydrogen by neutron capture reactions: (n,) and (n,p). The production of He, which is insoluble, can lead to the formation of bubbles or gas-containing cavities as a contributor to the swelling process. Characteristically, the bubbles are small in size with a high number density and contribute only a minor amount to the total swelling. However, they do pose a problem due to their strength in limiting dislocation motion. There is also evidence that hydrogen, which normally diffuses rapidly in many metal alloys, also collects in the helium bubbles. This can also have consequences for tritium retention.
At sufficiently high temperatures, the insoluble helium will migrate to and collect at internal boundaries such as grain boundaries. The collection of helium bubbles at grain boundaries significantly reduces their strength, leading to a high temperature helium embrittlement problem.
Hydrogen, which diffuses much more rapidly than any other atomic species, even at low temperatures, may migrate out of the system after it reaches its solubility limit or may interact with existing defect structures. Even alloying constituents in metal alloys are mobile at and above 0.5 Tm. This thermally activated diffusion of atoms leads to creep, precipitate or phase formation or dissolution, and alloying element segregation to grain boundaries or other internal defect structures, all of which can reduce the materials durability and corrosion resistance.
Low energy neutrons can also be a problem for some materials of interest for FW or other structural components due to low energy neutron absorption processes. The most common of
A-28 these is for alloys containing Ni. The sequence of the neutron capture process is Ni58(n,)Ni59 followed by Ni59(n,)Fe56, which, after a sufficient incubation period, can also generate significant amounts of helium. This is normally less important in fusion systems and is likely not an issue unless Ni-containing alloys are used in the thermalized neutron spectrum in the blanket.
5.2 Ion Irradiation Effects
Ions impact the PFC material directly due to either charge-exchange neutral ions, c-x neutrals, which are not contained by the magnetic field in MCF systems, or direct plasma ion interaction with the PFC wall material. ICF system PFCs are directly impacted by fusion ion products since there is no magnetic confinement for charged particles. Ion-PFC interactions are also potentially an issue for systems that combine magnetic and inertial confinement techniques to reach fusion plasma conditions.
For MCF systems, the plasma can interact directly with the PFC material or limiter material under conditions where the plasma escapes from the intended boundaries of the magnetic confinement fields. These plasma-PFC interactions, coming from disruptions, ELMs, and VDEs (see Figure 6),
cause substantial damage to the PFC. The potential likelihood for these direct plasma-wall interactions is related to the plasma distance between the main plasma and the PFC, or stand-off distance [11].
These PFC degradation processes have been recently reviewed by Strangeby et al. [11]. Both sputtering of the PFC and ELMs loads on the PFC can lead to significant erosion and restructuring of the PFC. The erosion usually leads to redeposition of the sputtered or eroded material at other locations in the chamber. Sputtering and erosion processes alter the surface conditions of the PFC to change its applicability to successfully shield the chamber wall. As an example of the magnitude of the effects, it is estimated that the total PFC erosion per year in ITER is between 17 and 80 kg/yr [11]. This would equate to a surface recession rate, assuming uniform wear of a 1000 m2 wall surface area of between 0.26 and 0.42 mm/y. This amount of surface erosion might be survivable. However, it is highly unlikely that surface erosion would not occur uniformly over the entire plasma chamber wall. This would result in areas of the PFC with significantly more erosion than others. Most of the large amounts of eroded PFC material would be redeposited away from the place from which it was sputtered. The redeposition process would not result in structures with the same material properties as the original W PFC layer. Data on these processes and values for other PFC materials and fusion experimental systems are available from Strangeby et al. [11].
The extent of atomic sputtering effects is based on low energy ion bombardment of PCF materials during normal operation. Atomic sputtering of surface atoms is due to the energetic knock-on effect from plasma ions or neutrals hitting the PFC surface. The sputtering rate is dependent on the incident particle type, energy angle, and frequency. Strangeby et al. [11] have presented a sputtering Figure of Merit, FoM, for several possible PFC materials shown in Figure 7. Better performing PFC materials would possess both high resistance to sputtering and low impact on poisoning the plasma. The FoM takes these two properties into account. The plasma poisoning process is due to sputtered atoms entering the fusion plasma and cooling it due to the elevated
A-29 amount of energy required to heat the sputtered atom. This loss of plasma energy scales as Z4, where Z is the atomic number. In this case, W would have the most damaging impact on being sputtered into the plasma, thus the lowest allowable concentration in Figure 7 (a). Other PFC choices, such as Be, SiC, and C, have much lower atomic numbers but are easier to sputter over a wider range of ion energies in Figure 7 (b). Similar issues for low energy ion impact are important for the divertor but would not have the same effect on the plasma in the main chamber.
Figure 7: (a) Shows the allowable level of sputtered PFC material in the plasma and (b) the sputtering behavior as a function of ion impact energy. Note that the FoM of W is high at low energies due to the difficulty of causing W sputtering from low energy ion impacts [11].
As opposed to atomic sputtering events, which remove surface atoms, the higher energy impact of helium on PFC surfaces can penetrate sufficiently far into the substrate to cause other PFC degradation issues. Since helium is insoluble but mobile at the high temperatures experienced by the PFC, He can collect to form blisters from high internal He pressures. Once the pressure builds to a critical level, the blister will spall off and reduce the PFC thickness. The blistering process is characteristic of He ions of the same energy penetrating into the PFC surface at set distance, building an internal layer of helium.
Injected helium can also collect to form small bubble structures that migrate internally under the right temperature conditions. This can lead to the formation of tendrils or fuzz at the tungsten surface. The internal helium migration helps transport the atoms near the surface into the tendril formation. Hori et al. [20] recently reviewed these observations, as shown in Figure 8. The formation of such surface effects can significantly change the mechanical and heat removal properties of the PFC. The most effective way to reduce this issue is to reduce the amount of helium ingress to the PFC surface.
A-30 Figure 8: Fuzz formation on W with high temperature He ion bombardment [20].
It is also noted that ion surface bombardment can lead to the release of larger particles consisting of multiple atoms [11]. The larger particles, termed UFOs, also have a major quenching effect on the plasma and could be released as dust particles in a major accident. The recent analysis suggests that the use of sacrificial limiters would mitigate these types of damage effects [21]. The intention would be to periodically replace the limiters as they wear down or experience surface degradation. The material lost from sacrificial limiters will still pose plasma poisoning, materials redeposition, flaking, and spalling issues. At present, there is no way to completely prevent these deleterious PFC surface effects.
He implantation effects will be unavoidable and even more severe for DT ICF systems since there is no magnetic field containment. The 4.2 MeV particles would directly impact the IFC PCF on the chamber walls. This flux to the walls would be the same as that calculated for the neutron flux at ~1x1019 /m 2s. Due to the short path length of particles in solids, this flux would result in high damage levels in the PFC, including sputtering, blistering, fuzz formation, and PFC material
A-31 redeposition. Protection or replacement of the mirrors for directing the laser light will also need to be considered from similar, but less intense, particle bombardment.
A-32 6 FUSION MATERIALS SELECTION AND OPERATING CONDITIONS
There are multiple studies of configurations for the fusion systems and component structures to support the generation of the actual fusion plasma. In most cases, the components are configured with separate structures and cooling systems so they can be controlled independently. The exception is the PFC/FW structure, where the two components are joined and must operate synergistically. Since the PFC/FW is the major concern of this report, the following discussion concentrates on fusion operational issues and their impact on the PFC/FW structures. The PFC/FW is the main interface between the fusion plasma and the rest of the system, including heat recovery, magnet shielding, pressure boundary, and tritium breeding in DT systems.
Because its function affects the other components, their connectivity to the PFC/FW is also an important consideration.
One example of the design strategy of the combinations of these systems for ITER and looking forward to DEMO can be found in reference [4]. This paper describes a strategy that separates the critical components by functionality but demonstrates the need for system integration to provide a viable system. The section will highlight the design choice for the PFC/FW and divertor and consider how those choices are impacted in a DT system requiring a tritium breeding blanket and outer vacuum to atmosphere containment barrier.
6.1 Plasma Facing Components, PFCs, and Limiters
There are several possibilities for plasma facing materials based on anticipated wall loading conditions. For commercial fusion applications, typical anticipated plasma facing wall conditions are 5 MW/m2 and could extend to much higher wall loadings. The range of conditions has been recently summarized [3]. Potential materials selection for PFC materials are shown in Table 7.
The listed properties are important for the performance of PFC material, and each one has its own advantages. Currently, tungsten, W, is the top choice. Be is a light element with neutron multiplication (n,2n) capabilities. Graphite, C, and Silicon Carbide, SiC, and their composites, carbon-fiber-composites, CFC, and Silicon Carbide fiber-Silicon Carbide, SiC/SiC or SiCf/SiC, are also promising PFC materials. The impact of the other properties will be discussed below. It is notable that there are two distinctions for sputtering atoms from the surface of the PFC, one for atoms knocked off by impinging energetic ions and the other due to chemical reactions with deuterium or tritium.
Table 7: Candidate PFC Materials Characteristics.
Material Atomic Melting Thermal Sputtering He Effects Tritium Number, Point Conductivity Retention Z (°C) Chem/Atomic
W 74 3407 High No/Low Mod Low
Be 4 1278 Moderate No/Low Mod Low
A-33 SiC, SiC/SiC 6, 14 2730 Moderate Low/Low Low Mod
C, CFC 6 3500 Moderate Mod./Mod. Low High
The PFC for ITER and DEMO will be pure tungsten. One major issue with tungsten is its potential for recrystallization at high operating temperatures or pulsed thermal loading conditions, which increases the possibility of cracking or spalling. Other options for pure tungsten have included tungsten-heavy alloy (WHA), which has tungsten alloyed with nickel and/or iron. The alloying elements in WHA allow for increased densification and could be used for low to intermediate temperature applications, but the presence of iron and nickel is not acceptable for PFC applications. This is due both to activation concerns and atomic sputtering tendencies.
Potassium is a common additive to tungsten and has been used extensively for tungsten wire filaments in light bulbs to improve ductility. Alloying with potassium, insoluble in tungsten, forms small bubbles that impede dislocation motion and grain growth. It has been investigated for PFC applications [22], [23]. The added amounts of potassium are in the 30 to 70 ppm range, but potassium is highly activating, and there is some concern that it may also collect on grain boundaries and compromise high temperature cracking and ductility.
Rhenium is also a common addition to W, W-35%Re, which acts as the most potent ductility enhancing alloying additive [24]. However, rhenium is a highly activating element, see Figure 5, and is an undesirable alloying additive. Other possibilities for improving the application of tungsten in anticipated fusion environments have been recently reviewed [24] and includes coverage of a number of tungsten degradation processes in fusion environments.
A number of low-Z materials have been used for PFC applications in experimental systems.
Graphite and CFC have been used widely in these systems as PFC. SiC and SiC/SiC composites comprised of SiC woven fibers infiltrated by SiC to form a SiC matrix have also been used. The major advantage of low-Z materials, including beryllium, is that they are less damaging if sputtered into the plasma than high-Z elements, like tungsten. The impact of impurities on quenching the plasma scales as Z4, which accounts for the high interest in low-Z PFCs, or alternately high-Z PFCs with very low sputtering. The quenching is the impact of plasma impurities producing excess Bremsstrahlung radiation, which extracts plasma energy through the production of X-rays and s. The extensive experience with low-Z PFCs in a large number of experimental facilities has recently been reviewed [11]. In particular, the use of graphite as a PFC material is well documented and a popular choice for experimental systems where the PFC conditions are much less damaging than in an energy producing fusion system. Strangeby et al. [11] calculated comparable sputtering rates for the lower Z materials and found that they are about an order of magnitude larger than tungsten under anticipated fusion reactor applications. However, for fabrication and serviceability in current experimental systems, the low Z options are favored over tungsten.
An example of the PFC/FW design considerations for DEMO explores the option of a set of limiters for FW protection [21]. In that example, the anticipated wall loading for DEMO would be
A-34 lower than that for ITER at 1 to 1.5 MW/m2 to accommodate the required tritium breeding blanket.
Three options were considered, one of which is an ITER-like option with a 1 mm tungsten PCF on an RAFM FW. The preferred design outcome from the analysis was the use of sacrificial tungsten limiters, or internal sacrificial plates of tungsten, which protrude or stand out from the PFC/FW surface and provide sufficient protection of the PFC/FW. The limiters would be attached as tiles on the PFC/FW surface facing the plasma. These tile structures could be replaced as needed based on their exposure to disruptions or other erosion events. Under some conditions, the sacrificial limiters could remove the need for a separate PFC such that the FW could handle the heat and particle loads directly. The limiters would deal with the major plasma disruptions, which should be infrequent but highly damaging to normal ITER-like PFC/FW design. Disruptions could melt more than 1 mm of W, which would compromise the PFC protection of the FW.
Recent studies by Luo et al. [24] and Linsmeier et al. [25] assess other options for enhancing the survivability of the PFC material and report current developments for advanced materials for PFC applications, including the use of additive manufacturing for PFC W components.
6.2 First Wall and First Wall Structures
The first wall materials selection has moved toward the use of RAFM steels, which have been developed explicitly for this application. Earlier concerns about the use of RAFM ferromagnetic materials in the high magnetic plasma confinement fields in MCF have been shown not to be a constraint on their use. Several other structural FW materials or bonded material composites, like Cu alloy on 316 SS, have also been actively considered. The choice of RAFM steels for FW and other structural components provides good strength over a range of temperatures, which will ramp up to higher values when moving from water cooled ITER conditions to DEMO and commercial systems operating at higher temperatures. Cu alloy-containing structures, such as CuCrZr/316 SS, are not viable for high temperature applications due to the relatively low melting point of Cu (see Table 8).
Table 8: Candidate F/W Materials Characteristics.
Material Melting Operational Thermal He Effects Tritium Point/Range Temperature Conductivity Retention
(°C) Limits
RAFM 1,538 550600 High High Moderate
V 1910 900°C High High Moderate
SiC, SiC/SiC 2830 1000°C Mod-High Low Low
Cu/SS 1085/1375-400°C Very High Low Low 1400 /Low
A-35 High Entropy Depends on >800 Low Depends Low Alloys, HEA HEA on HEA
The range of service temperatures for viable FW materials is determined, to some extent, by the useful non-nuclear applications temperature range. For example, the American Society of Mechanical Engineering (ASME) stress-temperature limits do not include the effects of irradiation.
The designer must show that this is accounted for in the design qualification. For fusion applications, the issues of dimensional stability, irradiation-induced embrittlement, irradiation-induced transmutations, and H/He accumulation restrict the useful temperature range for fusion FW applications. An example of the temperature dependence of the service life limiting properties for 316 SS and a V-15Cr-5Ti alloy is illustrated in Figure 7 [26]. The figure shows the irradiation-induced materials degradation processes, which would lead to meeting the design life limits. This example shows the temperature ranges where swelling, loss of ductility, and creep deformation control the service life. Note particularly that low temperature ductility is due to irradiation-induced hardening with an accompanying loss in tensile ductility. At higher temperatures, loss of ductility is due to the collection of He on grain boundaries, along with irradiation displacement damage, from the DT 14 MeV neutrons. Figure 7 serves as an example of the influence of temperature on the loss of materials performance characteristics over broad temperature ranges where no single irradiation-induced damage process is controlling over the whole range of applicability. It is also an indication that the choice of material has a major effect. The lower void swelling properties of the vanadium alloy are shown. The shift to higher service temperatures due to the higher melting point of the vanadium alloy also shifts the swelling and creep issues to higher temperatures.
A-36 Figure 9: An example of comparison of the service life limiting processes of 316 SS to V-15Cr-5Ti [26].
In general, void swelling is prominent between about 0.3 and 0.5 of the melting point, creep processes dominate above 0.5 of the melting point, and low temperature embrittlement dominates below 0.3 of the melting point. In addition, He mobility above 0.5 of the melting point leads to collection at the grain boundaries.
Not depicted in Figure 9 is the impact of irradiation on low or ambient temperature properties experienced between plasma burn cycles or during maintenance periods. The major low temperature concern for RAFM, W, V, and others is the irradiation-induced elevation of the ductile-to-brittle transition temperature and loss of low temperature fracture resistance.
The choice of F/M or RAFM steels for operational FW applications is aided by the fact that it or other body centered cubic alloys are much less prone to void swelling in the swelling temperature range. In Figure 9, void swelling design limits are shown for both 316 SS and V-15Cr-5Ti. For RAFM steels, which are much more resistant to this process, low temperature ductility, high temperature tensile, creep strength, and He embrittlement are limiting factors.
A-37 For many current fusion systems designs, RAFM steels (see Table 9) are the primary choice for the FW material. These alloys have good thermal conductivity and tend to be resistant to radiation effects in the temperature ranges of application, 400°C up to 550°C. The RAFM steels are designed to limit activation by using strengthening elements that are less prone to activation.
Typical compositions of RAFM steels and the Grade 91 steel, which is ASME code qualified for primary pressure boundary applications, are provided in Table 9 [27]. The alloying compositions can be compared to the activation susceptibilities shown in Figure 5. Note the absence of Mo, replaced by W and V, which are common alloying elements in these types of steels.
Other major options for the FW are vanadium and its alloys, silicon carbide or SiC/SiC composites, or other composite materials. As mentioned previously, one early concept for the ITER FW was a copper alloy heat sink bonded to 316SS for structural support. The copper alloy face was to be covered with an acceptable PFC material, typically Be. This design option has now been replaced for both ITER and DEMO PFC/FW by a thin W layer bonded to a RAFM steel FW structure.
However, the current ITER and DEMO divertor concepts still use a Cu alloy for heat removal.
Table 9: Typical Compositions of Ferritic/Martensitic (F/M) and Reduced Activation Ferritic Martensitic (RAFM) Steels [27].
F/M F/M RAFM RAFM RAFM
U.S. U.S. Japan EU China
Element Grade 91 Grade 92 F82H Eurofer97 CLAM
C 0.09 0.11 0.1 0.11 0.1
N 0.04 0.05 0.01 0.03 0.06
Cr 8.7 9.3 8 9 8.9
Mn 0.35 0.41 0.3 0.4 0.45
V 0.22 0.16 0.2 0.2 0.2
W 1.67 2 1.1 1.5 1.1
Ta 0.07 0.04 0.15 0.14 0.1
Si 0.29 0.1 0.1 0.04 0.1
A-38 Changes in FW materials properties, particularly for F/M and RAFM steels, have been recently reviewed by Bhattacharya et al. [28]. Examples of changes in the FW yield strengths with high energy neutron irradiation are shown in Figure 10. The figure shows that much of the irradiation-induced changes in yield strength and other mechanical properties occur below ~400°C. Above this temperature, neutron irradiation has a more minor effect on mechanical properties due to the process of thermal recovery of defect formation. The changes in yield strength below ~400°C also reflect substantial increases in ductile-brittle transition temperature, which are also a concern for conditions where the structure may be in standby or in service near room temperature. Note that these data, which were generated in fission reactors, do not represent the high levels of entrained (n,) He and (n,p) H generated from DT neutrons. Yield strength changes from high densities of small He-filled cavities could occur above the ~400°C limit shown in Figure 10 since they are stable to higher temperatures.
Figure 10: Example of neutron irradiation-induced yield strength changes in F/M stees
[28].
These other options for FW applications, particularly V, are appealing since they could potentially operate at higher temperatures than RAFM and have other desirable properties. However, for major structural applications, these materials would still require significant property testing and development effort to provide a proper design code foundation for their use.
6.3 Divertor Structure and Cooling
As with other fusion system component designs, there have been multiple divertor configurations.
The divertor will be required to handle very high surface loading conditions similar to the PFC and will require structural and cooling comparable to the FW. For these reasons, the current options
A-39 for divertor materials selection have similar constraints as the PFC/FW materials choices. The divertor sits below the main plasma chamber and is not as directly affected by the neutron flux at the PFC, see Figure 3.
In operation, the divertor must manage the high heat loading due to the scrape-off plasma layer, which is unloaded directly on the divertor surfaces. The scrape-off layer is produced by the magnetic fields close to the PFC, which directs ions in that layer into and onto the divertor. This leads to potentially higher heat flux loading than the PFC but lower neutron irradiation loading than the PFC/FW since the divertor surfaces are not directly aligned with the plasma-produced neutrons. The current ITER divertor cassette configuration is shown in Figure 11.
Figure 11: ITER Divertor configuration showing the major plasma facing components and details of the W tile placements [29].
The current ITER divertor materials choice for the divertor system is characteristic of many divertor design and materials selection options. The current ITER divertor design consists of blocks of pure W connected with a CuCrZr water cooling channel for heat removal [19]. The divertor tiles will be substantial sized blocks of W compared to the anticipated 2 to 20 mm thick PFC W layer on RAFM steel. Examples of a mock-up divertor tile system and associated operating temperature distributions are shown in Figures 12 and 13. Similar divertor tile systems are also planned for DEMO. Examples of a mock-up divertor tile system and associated operating temperature distributions are shown in Figures 12 and 13. Similar divertor tile systems are also planned for DEMO.
A-40 Figure 12: Example of a W divertor test block with an integrated CuCrZr cooling tube [19].
Figure 13: Example the temperature distribution in a W divertor block with an integrated CuCrZr water cooling tube with 20 MW/m2 thermal loading [19].
Analysis of the divertor assembly with tiles similar to those shown in Figure 13 indicates that, at 10 or 20 MW/m2, the tiles may not be able to sustain these high heat loads. For ITER operation, the system will be cycled, so the divertor tiles will also see thermal cycling. In addition, the possible separation between the integrated CuCrZr water cooling piping and the W blocks would also diminish the ability to effectively remove the heat loading. The engineering design solution to this is not yet clear. There are proposals for flowing liquid metal divertor plasma facing barriers, which would avoid the direct heat loads on solid metal surfaces. Alternatively, there is consideration of heat absorbing gas puffing above the solid metal divertor surface to reduce the direct heat load on the metal.
A-41 Other materials have been considered for divertor surfaces, listed below in Table 10. Since neutron damage is a less important issue, a major consideration is given to the handling of high heat fluxes. In the ITER design, the divertor cassettes are removable and replaceable with an anticipated service life of 2 years. Such replacement is not possible for the PFC/FW structures.
Divertor calculations for the Commonwealth Fusion SPARC design indicate divertor surface heat fluxes of 250 to 350 MW/m2, which might be survivable for the 10s full power level by sweeping the strike point across the divertor surfaces, with both W and C divertor materials [30].
Table 10: Candidate Divertor Materials Characteristics
Material Melting Operational Thermal He Tritium Tritium Point (°C) Temperature Conductivity Effects Barrier Retention Limits (°C)
W 3407 <2400 High (1) High Low
Be 1278 <1500 High (1) High Low
Cu 1085/1375- <350/ 760 High/Med (1) Mod Low Alloys/SS 1400
Liquid Li 3500 N/A High N/A Low High
(I) these alloys are all subject to blistering, fuzz formation, grain boundary embrittlement
6.4 Blanket Materials and Structures
The blanket and structural materials are not the main focus of this study. Their design, materials selection, and operational performance do affect the PFC/FW materials choices and vice versa.
As described below, the three main functions of the fusion blanket are to remove the heat generated by the plasma, to breed sufficient tritium to more than replace the tritium consumed in the DT plasma processes, and to provide shielding. These functions impact the operating temperatures and neutron transparency of the PFC/FW structure. Likewise, tritium retention and inventory control in the blanket are dependent on the PFC/FW tritium solubilities and diffusivities as a possible containment barrier and a possible residual source of dissolved, retained tritium.
Shielding, to a large extent, results from the optimization of the first two functions where the blanket is intended to extract as much heat and breed as much tritium as possible. The efficient production of tritium requires thermalized neutrons for absorption in Li6 and, by virtue of that, provides shielding. Tritium production in the blanket of a commercial system should be at least 1.05 times the tritium consumed during the fusion reaction [4]. Since the tritium is bred from the single 14 MeV neutron resulting from the DT fusion reaction, breeding materials typically use some form of neutron multiplication through (n,2n) reactions from Be, Pb, or their compounds.
The selection of structural materials for the blanket and supporting structures are chosen for their high temperature mechanical properties, their compatibility with the blanket functional material, which in many cases is a liquid coolant/breeder, and their tritium retention capabilities.
A-42 Characterization of the breeding blanket operational considerations and materials selections for DEMO are provided in [4]. The DEMO considerations for the blanket system are appropriate for other DT systems, including those with other plasma confinement conditions.
Systems with alternate fuels, p-B11 or DHe3 (see Table 4), could operate without the need to produce tritium, which removes major restrictions on the blanket as well as the tritium breeding, harvesting, and processing functions. This also means that safety concerns with tritium inventory containment and management are removed from consideration.
6.5 Tritium Breeding and Separation Structures and Processes
The requirements for tritium breeding have been mentioned previously. The major tritium breeding process is through the capture of a neutron by Li (see Table 1) in the blanket. The breeding process alone, with a breeding ratio of >1.05, is a major challenge in its own right. An additional issue is the ability to capture the tritium and direct it to a processing stage where it can be separated and fed into the fuel stream. There are multiple studies of the extraction and separation of tritium, which are out of scope of this report.
However, the necessity to breed tritium presents a system-wide challenge. Tritium, like the other hydrogen isotopes, permeates rapidly through most metal alloys and will form hydrides in some.
Because of this feature, the solubility and diffusivity, of which permeability is the product, is a major concern for all materials selection. The hydrogen solubility over the operating temperature ranges will determine the potential release of tritium in an accident condition. The diffusivity will impact the ability of the material to prevent tritium leakage throughout the system. For these reasons, the permeabilities of the PFC/FW are major design considerations for tritium inventory control and for tritium release in off-normal conditions. The solubilities, diffusivities, and product, permeabilities of hydrogen isotopes in and through materials of interest have been reviewed [31].
Results for pure materials of interest for fusion are shown in Figure 14. The reviews include similar information for alloys of interest.
A-43 Figure 14: Hydrogen (a) diffusivities, (b) solubilities and (c) permeability in pure metals and carbon of interest for fusion applications. Note that permeability is diffusivity times solubility [31].
The data shown in Figure 14 are for hydrogen. The relationship for the diffusivities and thus, the permeabilities, for H1 protium, H2 deuterium, and H3 tritium are diminished by a factor based on the square root of their masses: 1, 1/2, and 1/3, respectively, which are small differences compared to the major differences between various metal systems.
The data presented in Figure 14 indicate the appeal of W for PFC as a tritium permeation barrier compared to other potential materials. Graphite is also of interest and used widely in experimental systems where tritium is not generated and is not an issue. More importantly, the major option for FW materials, F/M steels, show both higher solubilities and higher diffusivities than tungsten by several orders of magnitude. The F/M steels, which are body centered cubic structures, also have much higher solubilities and permeabilities than face centered cubic stainless steels. Note also that V also has high values of solubility and diffusivity compared to other materials of interest, including F/M steels. Copper and copper alloys are also materials of interest for high heat flux applications in fusion systems. They show lower diffusivities, solubilities, and permeabilities than the F/M steels or the Austenitic stainless steels.
The plots are shown based on inverse temperature or temperature decreasing from left to right.
The metals that show decreases in solubility with increasing temperature (right to left) are hydride formers and can retain relatively large amounts of hydrogen in the form of hydrides. Most hydrides dissolve as temperatures decrease which could contribute to a release issue as temperature is lowered during non-operational or emergency situations.
Materials such as carbon-carbon composites, SiC and SiC/SiC composites can have relatively high permeabilities for hydrogen isotopes based on the fabrication process which can leave substantial pores and other porous boundaries. Some metal alloy production techniques, particularly AM, leave pores, and microcracks, which could retain substantial amounts of tritium.
The combination of internal stress, microcracks and tritium or the other H isotopes could lead to crack advance and fracture which is characteristic of hydrogen embrittlement.
A-44 6.6 Primary Pressure Boundary
The primary pressure boundary for an operating fusion power system would envelop the entire plasma-PFC/FW-breeding blanket assembly, see Figure 3. In this case, current thoughts about the primary pressure boundary materials selection are based on available ASME or RCC-MCx design code approved materials for moderate temperature applications. The primary pressure boundary would be designed to operate at temperatures below those where time-dependent deformation or creep would be an issue, drastically simplifying the design process. In addition, the primary pressure boundary would likely be buffered by the operational systems and components it contains so that it would not see large fluctuating temperatures and stresses. This would reduce concerns about thermal or mechanical fatigue loading on the pressure boundary material. For certain MCF designs, particularly compact Tokamaks, the primary pressure boundary inside the Tokamak core is much closer to the plasma and could experience some irradiation effects, see Figure 3. The portion of the magnet rings that pass through the central Tokamak core needs substantial protection from the radiation environment, which could also be useful for reducing exposure to the inner portion of the primary pressure boundary material.
Current ASME code qualified materials for applications are given in Table 11, where the temperature application limits for time-independent and time-dependent are shown. The time-independent temperature assumes no creep deformation is possible, so specific stress limits are applicable for any component lifetime. Above the time-independent temperatures, creep must be taken into account, so the stress-creep deformation limits are applied to the allowable stress levels depending on the application temperature. These values are taken from isochronous stress-strain data but must also consider other operating conditions such as fatigue, irradiation effects, and corrosion effects.
For the design of structural, pressure boundary materials selection, the current practice is to limit materials temperatures to 650°C or below for the Austenitic alloys. Many major considerations of materials for primary pressure boundary applications choose 316H SS due to its thermal/mechanical stability, workability, weldability, corrosion resistance, and its relatively low cost compared to the higher Ni alloys, A800H, and A617. 304H SS is somewhat less expensive due to the lower Ni content, but the lower Ni content also makes it less stable to deformation-induced or phase transformations. The selection of any of these alloys for the primary pressure boundary anticipates low levels of irradiation effects, fatigue loading conditions, and corrosion exposure since the vacuum vessel boundary is remote from the plasma.
Table 11: ASME Pressure Boundary Code Qualified Materials for Moderate Temperature Applications.
Material Melting Phase Transition Time-Independent Time-Dependent Point/Range Temperature Temperature Temperature Limit
(°C) (°C) Limits (°C) (°C)
Fe-2.25Cr-1Mo 1,538 ~910 423 593 steel
A-45 Grade 91(mod Fe-1,538 ~910 423 593 9Cr-1Mo steel)
304H SS 1400-1450 N/A 423 570
316H SS 1400-1450 N/A 423 600
A800H 1357-1385 N/A 423 700
A617 1332-1380 N/A 423 700
For commercial systems, breeding blankets would be required to produce the necessary amounts of tritium to keep the system refueled. However, for near-term systems that are designed for proof-of-breakeven or beyond, that is Q > 1, operating conditions, the required tritium would be obtained from other sources. Since no breeding blanket is required (see Figures 3 and 4), the FW could be the major vacuum boundary, which is also the primary pressure boundary. Required shielding could be placed outside the vacuum vessel. Nevertheless, access to the FW for cooling, refueling, and servicing would require engineered penetrations through the vacuum vessel pressure boundary. If the FW also serves as the vacuum system boundary, there will be similar concerns about the effects of heat loading, irradiation effects, and thermal fatigue on the FW/pressure vessel. To demonstrate operational conditions that would lead to commercial systems, the FW/pressure vessel would need to be subjected to elevated temperatures and pulsed operational conditions, either through pulsed operations or normal burn periods followed by refueling periods.
It is likely that near-term systems will not be designed for extended operation, so the cumulative effects of the damage to the pressure boundary will not be as severe as for future commercial systems. Current design choices for the primary pressure boundary would be Bainitic steel or F/M steel like Grade 91, both of which are sensitive to neutron-induced hardening and elevated DBTT for irradiation temperatures below 400°C.
A-46 7 FUSION MATERIALS AND STRUCTURES FABRICATION BY ADVANCED MANUFACTURING TECHNOLOGIES
Additive manufacturing, AM, has evolved to the point where cost-effective functional components can be printed for reliable applications in extreme service environments, including nuclear energy systems. For example, AM PWR bottom-end fuel nozzles are already in service. Most AM applications provide a means to rapidly fabricate complex components at a fraction of the cost of materials and machining required by traditional methods. In many cases, components can be fabricated in complex builds that are not possible at all with traditional fabrication methods.
Components can be fabricated with internal complex forms that could not be machined or formed normally. A major issue with AM of metallic alloys is the melt and solidification microstructures and internal stresses that form from the energy deposition processes. Post-build heat treatment or hot isostatic pressing, HIP, can deal with some of these issues, which can also be mitigated to a large extent by powder alloy selection and optimization of the print parameters. For other materials of interest here, particularly graphite and SiC, which do not directly melt, they can be printed with binders that are removed by the final consolidation process. The current status of the AM field is reviewed in the Appendix. In this section, the applications of AM for producing components from materials of interest for advanced fusion systems are presented.
7.1 Reactor Alloy Options
Traditionally, tungsten and other refractory alloys have been produced in various solid product forms by using tungsten powders, which are sintered under pressure at elevated temperatures to form plates, rods, wires, etc. The appeal of AM tungsten is that standard and more complex shapes can be formed with powder printing. Tungsten and its alloys have received the most active AM effort for fusion and other high temperature component applications. W can be printed effectively with L-PBF and DED systems. An example of a complex L-PBF W lattice is shown in Figure 15 [21], along with typical defect cracking and pore structures in the printed links due to solidification and printing layer overlap. For many AM systems, some levels of these defects and other internal stress issues can be alleviated with post-print treatment, such as HIP or high temperature stress relief. HIP is particularly common due to its ability to reduce porosity and heal cracks to some extent while also reducing internal stresses. AM of tungsten has been recently reviewed by Talignani et al. [32]. That paper concludes that AM is of special interest for tungsten due to the difficulties with traditional fabrication techniques. However, issues of low ductility, similar to other brittle materials, remain. With improvements in AM techniques, tungsten AM should continue to provide the best avenue for the fabrication of complex refractory material components.
A-47 Figure 15: W L-PBF printed lattice structure ~ 1 cm on side (left) and microstructure of a cross-section of the printed web (right) [21].
7.2 SiC
Traditionally, SiC can be formed using very high temperature reactions of silica sand and graphite.
More complex processing requires using SiC powder product, which is blended with a binding agent and pressed or extruded into the desired product shape. This latter process has evolved into the approach used in AM applications using fine powders with a binder.
SiC can be printed into forms useful for processing in active components. The status of AM of SiC has been recently reviewed with particular attention to nuclear applications [33]. Normal metal-or metal alloy-type printing is very difficult for SiC due to its extremely high melting point and the possibility of sublimation rather than melting at very high temperatures. For applications in fusion systems, the very high melting point and good thermal conductivity are benefits but make AM challenging.
In most cases, SiC is printed with a binder into green structures that must be CVI or directly chemical vapor deposited (CVD) to reach nearly full density and nearly bulk SiC mechanical properties. SiC/SiC fiber composites are typically made with CVI to fill in the volume between the fibers and to create fiber-matrix bonding. CVI is advantageous for creating bulk structures but is often limited by voids or empty volumes internally as vapor infiltration paths become blocked to the formation of solid deposited SiC toward the infiltration surface.
Attempts have been made to print SiC directly at near full density using spark or laser sintering processes and fiber laser directed beams (see [33]). These techniques have not been developed to the level of binder jet with CVI printing but could have some advantages for direct processing of SiC.
7.3 Graphite and Carbon-Carbon Composites
Traditional nuclear grade graphite is produced by a complex process of hydrocarbon or coke high temperature calcination, ground into particles, mixed with a binder, and formed by extrusion or pressing into a green product form, which then is baked at very high temperatures to graphitize
A-48 into the final product. This is a complex process, requiring several processing steps to obtain desired levels of densification and uniformity.
This process is difficult to replace with typical AM techniques. Current additive manufacturing employing carbon forms is either for using graphene for high conductivity applications or for the use of carbon fibers for materials strengthening in composites. Both of these applications are useful at moderate temperatures, which are too low for fusion system temperatures due to the binder materials. One significant application is the printing of metal alloys onto graphite surfaces
[33], where moderately good metal-graphite bond strengths are possible. Graphite-metal bonds may offer one possibility for effective heat transfer between functional components. However, for most metals, carbon is highly soluble and reactive with various alloying elements, particularly Cr, Ti, W, and Fe, which are currently primary alloy sections for the PFC/FW. In these cases, the formation of carbides would be deleterious to materials properties. Of the current materials choices, C is not soluble in Cu or some of its alloys; however, for CuCrZr, both Cr and Zr are carbide formers.
7.4 Be and Alloys
Very little work has been performed on AM of Be or beryllides. Beryllium is traditionally manufactured using the mineral beryl, which is processed to remove the beryllium element through an elevated temperature reaction with sodium fluorosilicate. The resulting beryllium hydroxide undergoes an additional rection process to extract beryllium. The processing is difficult due to the berylliums high affinity for oxygen, particularly at elevated temperatures. These processing issues may make AM fabrication of beryllium components a major challenge. There are recent efforts to determine AM possibilities [34]. For DT fusion applications, Be is critical as a neutron multiplier, and there are multiple programs that have developed spinning bar-laser melt capabilities to produce Be beads with ~1 mm diameters for packed bed applications.
7.5 Low Activation Steels Options
For the scope of this study, FW structures are envisioned to be large-scale fabricated structures where it is currently unlikely that available AM techniques would be viable. However, the development of the wire DED process could eventually work for RAFM steels.
There are several publications on the ability to print ferritic steels in the compositional range of interest (see Table 9). These printed structures have more grain refinement than standard thermal-mechanical processing technologies. This can result in higher strength in the printed material that is normally only possible by additional heat treatment in common commercially made steels. However, at higher strength, these printed alloys are more prone to cracking or other defect formation.
Limited irradiation studies have been performed on AM T91 (see Table 9), which indicates that the as-printed microstructure provides larger numbers of irradiation-induced defect sinks, which initially suppresses the influence of irradiation on the properties [35].
A-49 7.6 High Entropy Alloy Systems Options
The applications of high entropy alloys for nuclear applications have recently been reviewed [36].
High entropy alloys, HEA, have a number of potentially useful properties for nuclear applications, including potentially high resistance to irradiation-induced defect cluster formation, higher corrosion resistance, and higher strength. These beneficial properties come from the more complex atomic arrangements, which limit atomic diffusivity and thermal conductivity. These two properties are used to explain the potentially high irradiation resistance. The lower thermal conductivity means that the neutron-induced atomic cascade and associated heat generation are confined to a smaller volume than materials with high conductivities. This could enhance the recombination of displaced atoms rather than their diffusion to form or add to larger defect clusters. Enhanced corrosion resistance could also benefit from lower atomic diffusivities, which inhibit compositional segregation to surfaces and grain boundaries that are susceptible to corrosion attack.
On the other hand, low thermal conductivities are a detriment to effective heat removal. Higher strengths can also mean a higher tendency for embrittlement. Some of the promising HEA alloying constituents are ones that are also acceptable for low activation requirements (see Figure 5) but are more likely to form into body centered cubic, BCC, structures which are highly prone to embrittlement. In addition, the major mechanism for ductility in metal alloy systems is the motion of dislocations under applied stress, but HEA structures impede dislocation motion due to the combination of dissimilar atomic sizes in the compositional mix.
Other issues, such as the solubilities and diffusivities of hydrogen or tritium, are not well established. Normally, BCC structures have relatively high hydrogen solubilities and diffusivities, but W is a counter example.
There are a very large number of potential HEAs for consideration. At present, their applicability for nuclear applications is still highly uncertain.
7.7 Micro and Layered Alloy Options
A good deal of work has been performed on micro-layered alloys and alloys with stable micro-or nano-particles. The intention with these structures is two-fold: enhanced strength and enhanced internal surface area. The enhanced strength comes from the short distances between particles or layers that dislocations need to travel before running into the next layer or particle. The thin layer structures or high number densities of stable micro-and nano-level particles also provide a large amount of internal surface area. The large surface areas of closely spaced layers or particles provide a major sink for irradiation-induced displaced atoms. Atomic defects traveling to and being absorbed into the surface layer prevent them from forming more deleterious structures like voids or dislocation loops [37], [38]. Layered materials can be formed into large section sizes through standard thermo-mechanical alloy processing techniques. There is also the potential for AM production of layered materials, but this has not been explored to the extent of other AM fabrication options for uniform compositional structures. AM is more commonly applied to graded structures, where the composition changes gradually, as opposed to layered structures, where
A-50 there is a distinct interface between layers. Nevertheless, enhancing radiation resistance in the thin PFC could be possible with a multi-layered material. For the highest benefit of atomic defect suppression, the layers need to be very thin, on the order of tens of nanometers. Even for a 2 mm thick PFC, this would require a very large number of layers, which may be impractical at present.
7.8 Bonding and Attachment
The issue of PFC/FW bonding or attachment has received much less attention than the performance characteristics of the individual PFC and FW materials. However, their interconnection is critical for their performance. The current fusion system designs have not considered in depth the issues of bonding between functional components such as PFC/FW structures. The choice of a CuCrZr bonding to W using a Cu interlayer for divertor applications has been developed and studied. Earlier PFC/FW concepts used Be PFC, bonded to CuCrZr high heat flux backing bonded to 316 SS for structural support [19].
7.9 Fabrication of Large-Scale Components
AM has promise for fabricating large-scale components which would be useful for PFC/FW and divertor applications. AM has been used to print large-scale components for various applications for energy applications. However, currently, nearly all of the applicable techniques for AM are suitable for the fabrication of small-scale components on the order of several cubic centimeters in size. The current dynamic development of AM technologies will certainly encompass the production of much larger scale components in the timeframe for advanced systems like DEMO.
At present, applications using modular components are more likely to provide the scaling needed for large fusion devices.
A-51 8 MATERIALS QUALIFICATION FOR SERVICE
This section covers experimental and modeling approaches to provide relevant information for qualifying materials and structures for fusion systems applications using currently available and near-term planned experimental facilities and supported by advanced modeling techniques.
Materials qualification for nuclear applications is generally specified by the ASME in the U.S. and by the RCC-MR in the EU. For international fusion programs, the RCC-MRx has been designated as the foundational design code. These codes provide materials specifications, mechanical and thermal loading limits, and design rules based on the application of the component. The materials specifications can include materials compositional ranges, minimum mechanical properties, product form (e.g., plate, bar, sheet), grain sizes, or other materials certification requirements.
This includes certifications in joining and welding materials and techniques. Efforts are underway to develop ASME code to cover pressure boundary applications in fusion systems. As described previously, the main pressure boundary component will likely be remote from the PFC/FW in most fusion systems designs. However, for certain designs like ICF systems, the primary pressure boundary may be much closer to the ICF targets and include laser or other beam penetrations.
These codes do not specifically address possible degradation of properties or performance based on corrosion, irradiation exposure, materials aging, or other in-service processes that could affect the material or component performance. The codes require that the designer, constructor, and user of a critical component take these material degradation effects into account when qualifying the component. While there are multiple fusion system design issues that cannot be directly tested at the scale required to qualify a commercial-grade system, there are two issues that are always cited as major concerns for qualifying PFC and FW materials: irradiation effects and extreme heat loads. The available approach to qualifying such components will have to rely on the use of experimental and modeling results that closely approximate the anticipated service conditions.
8.1 Experimental Qualification Approaches for Materials: Irradiation Effects
Irradiation effects on materials have been discussed above, see Section 5. Experimental and modeling studies of irradiation effects in materials for nuclear applications have been ongoing since the late 1960s. Prior to that, significant work on irradiation effects was carried out for basic science interests, where the energetics of various irradiation-induced defect forms were studied as a function of temperature and material type. There is a rich history of materials irradiation performance in fission systems and in high energy accelerator systems. This background is useful as a basis for understanding the forms of irradiation damage and effects that could be encountered in fusion systems. However, for DT fusion systems, the comparatively high neutron energy of 14 MeV causes irradiation effects, which are unique compared to fission neutron spectra. In particular, at 14 MeV, it is possible to support (n,p) and (n,) reactions in certain metals, which add to the complicated development of irradiation damage structures. These two nuclear reactions lead to the production of significant levels of hydrogen and helium during the irradiation process. This is typically characterized by the hydrogen or helium to displacement per atom ratios (appm H/dpa or appm He/dpa), which are not found at similar levels in fission reactor
A-52 neutron energy spectra. Typical values of appm He/dpa for a fast reactor neutron spectrum is
~0.3, while for DT fusion, PFC/FW will experience values of 10 to 20 appm He/dpa. These numbers are continuous amounts of He generation and could be better understood as the appm of He generated for every dpa the material experiences.
There has been a recognition of the need for a major 14 MeV neutron source to study material irradiation damage effects for decades. Because it is difficult to sustain an intense DT fusion neutron source, alternative systems, particularly an accelerated deuterium beam on a lithium target, have been proposed. This system would use a highly accelerated deuterium ion beam that is directed onto a lithium target to induce the Li7(d,n)2He4 or other reaction products with Li isotopes to produce neutrons near the 14 MeV energy typical of the DT fusion neutron energy.
One such project is currently underway in the EU, IFMIF-DONES [39]. This issue with 14 MeV neutron irradiation systems is that the experimental volume for 14 MeV neutron exposure is small.
As an example, the planned DONES High Flux Test Module (HFTM) has a volume of 306 cm3 with 13 appm He/dpa, 53 appm H/dpa, and would achieve 12 to 25 dpa in a full power year of operation. The high flux test volume equates to roughly a cube ~7 cm (~2.7 in) on a side [39]. A much larger irradiation volume would surround the HFTM. The experimental program in this limited volume will have to cover a range of temperatures and specimen types appropriate for PFC/FW materials in service. Over many years, the tradeoff between the cost of such a system and the value of a small irradiation volume has been a hurdle to building and operating such a system.
An alternate possibility is a major DT fusion testbed source, such as the proposed FNSF [6]. The FNSF is designed as a Tokamak, which could potentially test the performance of multiple systems, including materials irradiations, for future demonstration and commercial fusion systems. The FNSF remains a conceptual design, like other potential fusion materials test environments.
Near-term qualification of PFC/FW materials for fusion applications consist primarily of irradiations in fission reactors and simulation of neutron damage using ion irradiations. Ion irradiation simulations are highly appealing because they can accelerate radiation damage levels under highly controlled experimental conditions. However, these advantages also make it challenging to interpret the results. The irradiated volume for ions is highly localized since the irradiated damage zone is formed as an accelerated ion passes into the material surface layer. As the ion slows down, it scatters and displaces other atoms in the material, simulating in a small volume the process of atomic displacements caused by neutron irradiation. The ion track depth into the material is dependent on the ion energy and type, but typically small, usually only ~1m useful depth into the sample. Due to the ion energy loss while slowing down, the damage it causes is non-uniform, leaving a substantial damage gradient. The ions used for irradiation lodge in the material, adding to the defect numbers. The region where the injected ions finally come to rest has extra atomic interstitials, which imbalances the one-to-one vacancy-interstitial production in neutron irradiation. The irradiated sample volume, including the embedded (ion) interstitials, is typically avoided since it is not characteristic of fusion neutron damage due to the extra injected atoms. Ion irradiations typically produce atomic displacement damage rates of 103 to 102 dpa/s compared to actual fission or fusion systems where this rate is on the order of 106 to 105 dpa/s,
A-53 or orders of magnitude lower. Since the displacement damage rate is substantially different, types, formation rates, and growth rates of internal microstructural defect structures are also different.
The classical means for accounting for rate differences is to employ a temperature shift between ion and fission or fusion neutron damage. The temperature shift concept is that to simulate neutron irradiation damage rates, ion irradiations must use a higher irradiation temperature to account for the much higher damage rate. However, shifting irradiation temperatures leads to changes in other materials microstructural evolution processes. Recent work by Taller et al. [40],
[41] provides a useful example of the complications of using ion irradiations to simulate neutron irradiation effects.
Ion irradiations do have the advantage that multiple beams can be directed onto the irradiated surface simultaneously. This makes it possible to co-inject H and He ions at the same time a heavier ion is used to cause atomic displacement damage. In this way, it is possible to mimic the appm H/dpa and appm He/dpa ratios that would be characteristic of those anticipated in fusion PFC/FW systems. Again, rate and non-uniform damage and H and He distributions in the ion irradiations must be taken into account. The work by Taller et al. [40], [41] provides a useful example of the challenges of interpretation of dual-or triple-ion beam implantations to study combined displacement damage and H and He effects.
8.2 Experimental Qualification Approaches for Materials: High Heat Flux Effects
The status of testing requirements and current experimental facilities that can mimic the very large heat flux expected on the PFC and divertor have been summarized [3]. These heat flux levels can reach and exceed 5 MW/m2 on the PFC and twice that on the divertor surfaces. Disruptions could produce localized surface loadings of 60 MJ/m2 for ~10 ms, which would be highly destructive to PFC materials. One solution to this extremely high wall loading during disruptions is the use of sacrificial limiters, which stand-off above the PFC/FW surface and bear the loads of the major disruptions. Divertors will see a higher surface heat loading but are not generally as susceptible to disruption issues.
Current experimental systems are not capable of reproducing either of these types of wall loadings at the scale that would be experienced in service. In addition, for near-term systems under normal operating conditions, the high heat flux wall loading would be cyclic, including a ramp-up, full load, and ramp-down part of the cycle. The full cycle length is intended to be several minutes in length and repeated every 30 s, so materials qualification for high heat flux applications must also consider cyclic thermal loadings.
Since the PFC/FW is an integrated structure, the high heat flux must flow through the PFC and be transferred through the FW to a coolant structure. The uniform attachment between the PFC and FW is a critical part of the structural and thermal performance and must be qualified as a unit.
Similar issues exist for the divertor, which must transfer even higher surface heat fluxes to and through its coolant channel. In both cases, detachment from the structural and cooling system would lead quickly to PFC or divertor failure.
A-54 Current experimental systems rely on electron beam heating or on an accelerator generated plasma to perform high heat flux experiments. The electron beam heating can be cycled to simulate operational wall loadings of 10 MW/m2 over multiple cycles. They are also capable of going to much higher local heating levels to simulate short duration disruption effects.
Major failure modes associated with high surface heating loads are the disintegration of the materials surface, including surface cracking. Surface melting and recrystallization of surface grains have also been observed under experimental high heat flux conditions. Recrystallization of W under high heat flux loading conditions has been identified as a major concern for its use as a PFC. The high surface heat loads also induce very large thermal stresses due to differential thermal expansion over the internal temperature gradient, similar to those seen in Figure 6 [3].
Under actual operating conditions, the PFC/FW will experience both neutron irradiation and high heat flux simultaneously. At present, the only option for determining the combined effect is to first induce neutron irradiation damage on PFC materials and then expose them to high flux conditions following irradiation. The Judith 1 facility is equipped to handle neutron irradiated specimens for high heat flux testing [3]. A recent study [42] tested a W block that had been irradiated in a fission reactor to 0.2 and 0.5 dpa. Cyclic high heat flux loading at 4.7 MW/m2 revealed little damage on the irradiated material after up to 1000 loading cycles.
8.3 Modeling Qualification Approaches for Materials Performance in PFC/FW Environments
In addition to experimental pathways to qualify materials, modeling of materials performance has been an effective complement. There are two very different approaches to the development and application of models to support materials qualifications: (1) physics-based models of simulated materials performance under a variety of anticipated application conditions and (2) the use of existing materials performance data to set limiting applications conditions in terms of irradiation exposure, corrosion, mechanical and thermal-mechanical properties, physical properties, and applicable temperature ranges.
8.3.1 Physics-based Modeling Approaches
Significant advances have been made in developing first-principles materials modeling over the past several decades. These models are based on common applications of physical conservation laws and considerations of the transition from a perturbed energy state to a minimum energy state. In fact, the energy minimization process may lead to one of many possible local minimum energy configurations, often called energy landscapes, where a material may settle into a local minimum and not have sufficient activation energy to overcome the barrier to an even lower minimum energy state. In fact, a great deal of actual materials thermo-mechanical processing is intended to freeze materials structures into non-equilibrium states.
The success of these physics-based modeling approaches depends on developing or employing good representations of the interaction energies, or potentials, between atoms or groups of atoms.
Appropriate applications of these types of models include alloy and precipitate phase transitions, like Thermo-Calc, or atomic displacement calculations, like molecular dynamics (MD), stopping
A-55 and range of ions in matter (SRIM), density functional theory (DFT), and Monte Carlo simulations.
The dependability of the results of these modeling calculations depends directly on the physical correctness of the interaction potentials. These approaches all have restrictions in the range of conditions that they are able to simulate. MD codes, including DFT calculations, have been restricted to extremely short time scales on the order of picoseconds with multiple current efforts to accelerate the time restrictions to longer modeling periods. Finding or developing adequate potentials for atomic-level interactions for these calculations is difficult, and the difficulty increases with the complexity of multicomponent alloy systems. Infusing realistic material microstructural features, which evolve in a dynamic manner during irradiation and are highly dependent on temperature and stress state, into these modeling systems is also a major challenge.
Associated neutronics modeling has also developed substantially during the past decades and is necessary for understanding specifically the neutron spectra in the PFC/FW, blanket, and other components from which atom displacement, dpa, and rates, dpa/s, can be calculated. For high neutron energies, neutronics calculations also provide direct information about (n,2n), (n,p), (n,),
and other transmutation reactions that directly affect materials properties.
The atomic displacement modeling approaches have been highly successful in characterizing and understanding the early stage, picosecond time scale of radiation-induced defect production and redistribution. Primary irradiation damage has been recently reviewed [43]. Longer time scale defect evolution can be predicted with Monte Carlo simulations or with global or mean-field modes where defect production rates, diffusivities, recombination, and loss mechanisms are solved in concert to characterize the evolution of defect structures with irradiation dose. The defect production rates employed in these models derive from the primary irradiation damage calculations. An overview of the use of modeling for application to fusion materials development has also been recently reviewed [44].
These modeling approaches are particularly useful for assessing materials performance characterization since they are able to incorporate multiple fusion-relevant effects of atomic displacement rates and H and He production and effects that are not easily accessible experimentally.
For modeling heat flow, temperatures, and mechanical stress, there are a number of finite element models, FEM, programs, or solvers. These programs use physical and mechanical properties data to solve temperature and stress distributions depending on mechanical and thermal loading conditions. Standard FEM programs, such as ANSYS and ABAQUS, have been used for decades to solve thermal-mechanical problems. Over the years, they have been enhanced by the steady development of better pre-and post-processers and automated FEM mesh generators. The development of a suite of nuclear analysis programs based on the MOOSE-framework are now widely used by the nuclear industry [45]. Figure 10 [19] is a typical example of the applications of FEM analysis of heat and stress analysis.
8.3.2 Materials Performance-Based Modeling
An alternative to physics-based modeling is the use of material performance trends from experimental sources to predict material behavior over a range of application conditions. Figure
A-56 6 [26] is an example of the use of experimentally determined materials irradiation and mechanical properties trends to determine materials design and exposure limits. These types of models require reliance on data trends and are often limited to the tradeoff of single types of failure modes.
For example, in Figure 6 [26], each of the failure modes is treated separately over the major temperature range of its applicability. Synergistic effects are often not captured, which can lead to over or underestimation of the seriousness of the degradation process. However, major design codes typically set materials application parameters using these types of analyses. For example, ASME Pressure and Boiler Vessel code for high temperature applications sets stress limits based on component lifetime and application temperature based on experimentally-generated tensile and creep curves.
A recent ARPA-E CHADWICK Funding Opportunity Announcement for development of advanced performance PFC and FW listed the following five metrics for PFC/FW performance advancement:
- Room temperature ductility after 50 dpa of irradiation damage and helium generation,
- Sufficiently high thermal conductivity to remove up to 10 MW/m 2 of heat,
- Activation below 10,000 Sieverts per hour (Sv/hr) to enable remote handling,
- Swelling below 1% to maintain dimensional stability, and
- Tritium retention and plasma erosion lower than current state-of-the-art materials: RAFM and W.
The approaches to meet these metrics will involve materials development and experimentation, which extends beyond the physics-based modeling described above. These performance characteristics are akin to the types of performance limits indicated in Figure 6 [26], which must extend over a range of application temperatures, irradiation conditions, PFC wall loading conditions, and activation. Note that several of the material performance issues described above are implied but not stated here, such as elevated temperature creep, minimum strength requirements, thermal cycling, surviving plasma disruption events, and so forth. To meet these requirements, extensive materials testing over a large range of irradiation, temperature, thermal and thermal cycling, (n,p), and (n,) effects will be needed to develop applicable performance-based modeling.
A-57 9
SUMMARY
AND CONCLUSIONS
This report reviews the major materials performance issues anticipated for fusion power systems.
It also examines the potential for the use of advanced manufacturing technologies to fabricate specialized functional and structural components in these systems. An overview of the possible systems configurations for magnetically confined fusion, MFC, inertially confined fusion, IFC, and mixed plasma confinement, MIC, modes is provided for context on the operational conditions that materials must withstand, as well as the design constraints on materials selection. The primary focus is on PFC/FW and divertor structures since these structures must be designed to withstand the most intense operational environments in an operating fusion power system. The operation and viability of other system components are impacted by the PFC/FW design, so they are also considered here. Fusion power systems will require simultaneous operations of a variety of complex systems to achieve net power output. Failure of any one of these components would have cascading effects on the balance of the plant.
Particular attention is paid to DT fusion systems, which are one of the most accessible paths to net fusion power but also present more extreme materials performance challenges than other possible fusion reactions. The extreme environments include very high, 5 MW/m2, heat loads on the PFC and intense 14 MeV neutrons, 1020 to 1021 n/m2s, on the PFC/FW. The divertor will have to withstand heat loads, 10 MW/m2, well in excess of the PFC loading. Off-normal plasma events where the plasma can directly impact the PFC are another threat to PFC integrity. Atomic or chemical atomic sputtering can wear away and redeposit atoms from the PFC surface, resulting in major changes in the PFC characteristics. This highlights the challenges for materials selection and performance for PFC/FW applications.
DT fusion also requires tritium breeding in a breeding blanket for make-up tritium production and extraction. Tritium breeding is dependent on the DT fusion neutrons as a source for breeding and neutron multiplication. The system tritium inventory and containment are impacted by the PCF/FW materials choices and their durability in operation.
Based on the necessary fusion power systems operational requirements, this report provides an overview of materials selection and component fabrication choices to meet the anticipated extreme operational requirements in those systems. The report reviews the current status of material selections and development for advanced fusion systems and provides background on the opportunity to use advanced manufacturing technologies for component fabrication. Some materials, such as reduced activation ferritic/martensitic, RAFM, steels for FW applications can be fabricated using traditional techniques. For others, AM provides a prime opportunity for the fabrication of complex components with specialized materials of high interest for fusion systems components. Several materials of high interest for fusion applications, including tungsten and SiC, are challenging to fabricate with traditional methods but are accessible with AM. Since AM is a major, fast evolving branch of advanced manufacturing, it is important to understand its potential, as well as its limitations for producing components with superior durability in harsh environments.
A-58 A large number of materials testing and development efforts have been underway for decades for PFC/FW, divertor, blanket, and other systems component qualification. The development of RAFM steels is a major example of success in the effort to limit material activation in an intense neutron environment. Limited materials activation is a major fusion systems goal for both serviceability and waste reduction. Similar developmental efforts will be required for the qualification of other system components. This effort is limited by the fact that there are no available test beds where materials and components can be subjected to the full set of service conditions they will see in service. Systems have been or are being developed to reproduce high heat flux and 14 MeV neutron test environments, but the test volumes are extremely limited and not yet available in some cases. This necessitates the use of simulated experimental and modeling approaches as the only currently viable avenue for materials and component qualifications. This report provides an overview of current experimental and modeling techniques that could be applied to materials performance evaluations.
Materials and component qualifications are a necessary part of system safety analysis. Since full-service test environments are not available, consideration of the impact of component failure is also considered. It is already clear that damage and erosion to the PFC will cause major material microstructural changes which diminish the PFC performance. Likewise, the high heat flux on the divertor will also degrade its performance properties and may impact heat removal with the loss of full direct bonding with the coolant lines. These items are discussed in the context of recent safety analysis studies. Those studies also provide guidance on component qualification and assessment of component service lives.
In summary, this report is intended to provide the context for consideration of materials and component qualification for the intense operating environments in advanced fusion power systems. This context is based on an abundance of relevant experimental and modeling studies, which were conducted to quantify the impact of the various operational effects anticipated for service. The evolution of advanced manufacturing technologies is a major element in the ability to fabricate components to withstand anticipated service environments, which are out of the reach of more conventional technologies. AM provides the opportunity to produce materials and components in complex formats which were previously not available. A major point in qualification for service is the complexity of the anticipated operating environments with multiple challenges to material durability that must all be met simultaneously: extreme heat loads, extreme neutron irradiation with hydrogen and helium production, spallation, and redeposition, helium implantation, chemical attack, alternating thermal and mechanical stresses, materials activation and so forth.
Addressing various challenges associated with development of AM components will further facilitate development of advanced fusion power systems.
A-59 10 REFERENCES
[1] J. D. Lawson, Some criteria for a useful thermonuclear reactor, Atomic Energy Research Establishment, Harwell, Berkshire, U. K., Technical Report, Dec. 1955.
[2] S. E. Wurzel and S. C. Hsu, Progress toward fusion energy breakeven and gain as measured against the Lawson criterion, Phys. Plasmas, vol. 29, no. 6, p. 062103, Jun. 2022, doi: 10.1063/5.0083990.
[3] J. Linke et al., Challenges for plasma-facing components in nuclear fusion, Matter Radiat. Extrem., vol. 4, no. 5, p. 056201, Aug. 2019, doi: 10.1063/1.5090100.
[4] G. Federici, L. Boccaccini, F. Cismondi, M. Gasparotto, Y. Poitevin, and I. Ricapito, An overview of the EU breeding blanket design strategy as an integral part of the DEMO design Fusion Eng. Des.effort,, vol. 141, pp. 30-42, Apr. 2019, doi: 10.1016/j.fusengdes.2019.01.141.
[5]Cutaway of the ARIES-AT Fusion Power Core. [Online]. Available:
https://fti.neep.wisc.edu/fti.neep.wisc.edu/studies/lib/img/ariesATpowercore.jpg
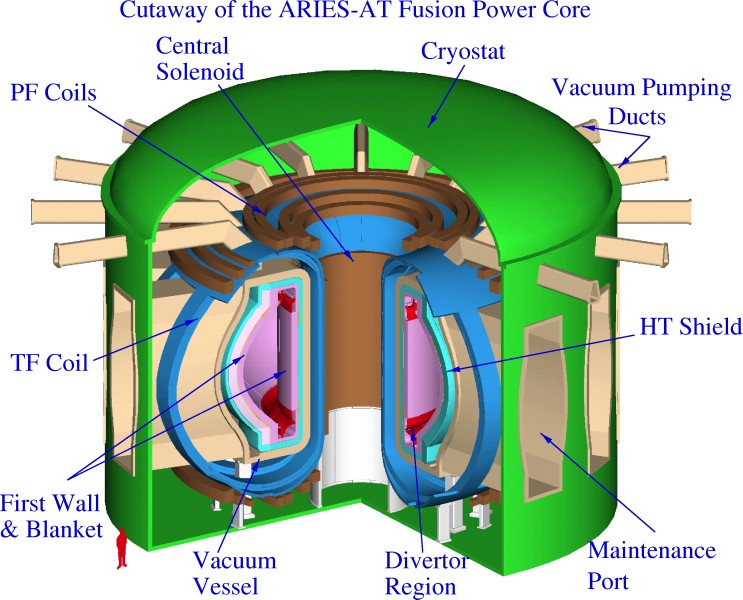{kind=link}
[6] C. E. Kessel et al., Overview of the fusion nuclear science facility, a credible break-in step on the path to fusion energy, Spec. Issue FESS-FNSF Study, vol. 135, pp. 236-270, Oct. 2018, doi: 10.1016/j.fusengdes.2017.05.081.
[7] M. Reed, R. R. Parker, and B. Forget, A fission-fusion hybrid reactor in steady-state L-mode tokamak configuration with natural uranium, AIP Conf. Proc., vol. 1442, no. 1, pp. 224-231, Jun. 2012, doi: 10.1063/1.4706872.
[8] DOE Announces $42 Million for Inertial Fusion Energy Hubs. [Online]. Available:
https://www.energy.gov/articles/doe-announces-42-million-inertial-fusion-energy-hubs
[9]Title 10 of the Code of Federal Regulations (10 CFR) 61.55, Waste classification.
[10] S. J. Piet, J. S. Herring, E. T. Cheng, and S. Fetter, Initial integration of accident safety, waste management, recycling, effluent, and maintenance considerations for low-activation materials, Fusion Technol. U. S., vol. 19:1, Jan. 1991, doi: 10.13182/FST19-1-146.
[11] P. C. Stangeby et al., Developing solid-surface plasma facing components for pilot plants and reactors with replenishable wall claddings and continuous surface conditioning. Part A:
concepts and questions, Plasma Phys. Control. Fusion, vol. 64, no. 5, p. 055018, Apr. 2022, doi: 10.1088/1361-6587/ac5a7c.
[12] L. C. Cadwallader and S. J. Piet, 1989 failure rate screening data for fusion reliability and risk analysis, United States, Sep. 1989. doi: 10.2172/5503736.
A-60
[13] D. Ge, S. Chen, C. Chen, Z. Wang, Z. Chen, and F. Wang, Reliability evaluation of integrated detritiation system for fusion reactors based on DBDT approach, Fusion Eng. Des.,
vol. 160, p. 111872, Nov. 2020, doi: 10.1016/j.fusengdes.2020.111872.
[14] B. Nie, M. Ni, and S. Wei, Individual dose due to radioactivity accidental release from fusion reactor., J. Hazard. Mater., vol. 327, pp. 135-143, Apr. 2017, doi:
10.1016/j.jhazmat.2016.12.018.
[15] M. Shimada et al., In-vessel dust and tritium control strategy in ITER, Proc. 20th Int.
Conf. Plasma-Surf. Interact. Control. Fusion Devices, vol. 438, pp. S996-S1000, Jul. 2013, doi:
10.1016/j.jnucmat.2013.01.217.
[16] M. Lukacs, The development of a regulatory framework for the licensing of a fusion power plant, PhD Thesis, Imperial College London, 2022.
[17] M. Lukacs and L. G. Williams, Nuclear safety issues for fusion power plants, Fusion Eng.
Des., vol. 150, p. 111377, Jan. 2020, doi: 10.1016/j.fusengdes.2019.111377.
[18] D. N. Dongiovanni, T. Pinna, and M. T. Porfiri, DEMO Divertor preliminary safety assessment, Fusion Eng. Des., vol. 169, p. 112475, Aug. 2021, doi:
10.1016/j.fusengdes.2021.112475.
[19] J.-H. You, M. Li, and K. Zhang, Structural lifetime assessment for the DEMO divertor targets: Design-by-analysis approach and outstanding issues, Fusion Eng. Des., vol. 164, p.
112203, Mar. 2021, doi: 10.1016/j.fusengdes.2020.112203.
[20] K. Hori, S. Kajita, R. Zhang, H. Tanaka, and N. Ohno, Growth origin of large-scale fiberform nanostructures in He-W co-deposition environment. 2023. doi: 10.21203/rs.3.rs-2639049/v1.
[21] F. Maviglia et al., Integrated design strategy for EU-DEMO first wall protection from plasma transients, Fusion Eng. Des., vol. 177, p. 113067, Apr. 2022, doi:
10.1016/j.fusengdes.2022.113067.
[22] H. Sheng, I. Uytdenhouwen, G. Van Oost, and J. Vleugels, Mechanical properties and microstructural characterizations of potassium doped tungsten, Sel. Expand. Pap. Int. Conf.
Nucl. Energy New Eur. 2010 Portoro Slov. Sept. 6-9 2010, vol. 246, pp. 198-202, May 2012, doi: 10.1016/j.nucengdes.2011.10.008.
[23] G. Pintsuk and I. Uytdenhouwen, Thermo-mechanical and thermal shock characterization of potassium doped tungsten, Sel. Pap. 17th Int. Plansee Semin. 2010 Reutte Austria Tungsten Molybdenum, vol. 28, no. 6, pp. 661-668, Nov. 2010, doi: 10.1016/j.ijrmhm.2010.03.001.
[24] C. Luo, L. Xu, L. Zong, H. Shen, and S. Wei, Research status of tungsten-based plasma-facing materials: A review, Fusion Eng. Des., vol. 190, p. 113487, May 2023, doi:
10.1016/j.fusengdes.2023.113487.
A-61
[25] C. Linsmeier et al., Development of advanced high heat flux and plasma-facing materials, Nucl. Fusion, vol. 57, no. 9, p. 092007, Jun. 2017, doi: 10.1088/1741-4326/aa6f71.
[26] R. F. Mattas and D. L. Smith, Model for Life-Limiting Properties of Fusion Reactor Structural Materials, Nucl. Technol., vol. 39, no. 2, pp. 186-198, Jul. 1978, doi:
10.13182/NT78-A32077.
[27] L. Tan, L. L. Snead, and Y. Katoh, Development of new generation reduced activation ferritic-martensitic steels for advanced fusion reactors, J. Nucl. Mater., vol. 478, pp. 42-49, Sep. 2016, doi: 10.1016/j.jnucmat.2016.05.037.
[28] A. Bhattacharya et al., Irradiation damage concurrent challenges with RAFM and ODS steels for fusion reactor first-wall/blanket: a review, JPhys Energy, vol. 4, Jul. 2022, doi:
10.1088/2515-7655/ac6f7f.
[29] R. A. Pitts et al., Physics basis for the first ITER tungsten divertor, Nucl. Mater. Energy, vol. 20, p. 100696, Aug. 2019, doi: 10.1016/j.nme.2019.100696.
[30] A. Q. Kuang et al., Divertor heat flux challenge and mitigation in SPARC, J. Plasma Phys., vol. 86, no. 5, p. 865860505, 2020, doi: 10.1017/S0022377820001117.
[31] R. A. Causey, R. A. Karnesky, and C. San Marchi, 4.16 Tritium Barriers and Tritium Diffusion in Fusion Reactors, in Comprehensive Nuclear Materials, 2012, pp. 511-549. doi:
10.1016/b978-0-08-056033-5.00116-6.
[32] A. Talignani et al., A review on additive manufacturing of refractory tungsten and tungsten alloys, Addit. Manuf., vol. 58, p. 103009, Oct. 2022, doi: 10.1016/j.addma.2022.103009.
[33] T. Koyanagi, K. Terrani, S. Harrison, J. Liu, and Y. Katoh, Additive manufacturing of silicon carbide for nuclear applications, J. Nucl. Mater., vol. 543, p. 152577, Jan. 2021, doi:
10.1016/j.jnucmat.2020.152577.
[34] P. Vladimirov, C. Dorn, and R. Gaisin, Proceedings of the 15th International Workshop on Beryllium Technology (BeWS-15), Karlsruhe, Germany, Scientific Report 7764 KIT, Sep. 2022.
[35] Y. Katoh et al., Response of unalloyed tungsten to mixed spectrum neutrons, J. Nucl.
Mater., vol. 520, pp. 193-207, Jul. 2019, doi: 10.1016/j.jnucmat.2019.03.045.
[36] E. J. Pickering, A. W. Carruthers, P. J. Barron, S. C. Middleburgh, D. E. J. Armstrong, and A. S. Gandy, High-Entropy Alloys for Advanced Nuclear Applications, Entropy, vol. 23, no. 1, 2021, doi: 10.3390/e23010098.
[37] H. L. Heinisch, F. Gao, and R. J. Kurtz, The effects of interfaces on radiation damage production in layered metal composites, Proc. 11th Int. Conf. Fusion React. Mater. ICFRM-11, vol. 329-333, pp. 924-928, Aug. 2004, doi: 10.1016/j.jnucmat.2004.04.142.
A-62
[38] A. Misra, M. J. Demkowicz, X. Zhang, and R. G. Hoagland, The radiation damage tolerance of ultra-high strength nanolayered composites, JOM, vol. 59, no. 9, pp. 62-65, Sep.
2007, doi: 10.1007/s11837-007-0120-6.
[39] W. Królas et al., The IFMIF-DONES fusion oriented neutron source: evolution of the design, Nucl. Fusion, vol. 61, no. 12, p. 125002, Dec. 2021, doi: 10.1088/1741-4326/ac318f.
[40] S. Taller, V. Pauly, Z. Jiao, R. Hanbury, and G. S. Was, Solute segregation and precipitation across damage rates in dual-ion-irradiated T91 steel, J. Nucl. Mater., vol. 563, p.
153626, May 2022, doi: 10.1016/j.jnucmat.2022.153626.
[41] S. Taller, G. VanCoevering, B. D. Wirth, and G. S. Was, Predicting structural material degradation in advanced nuclear reactors with ion irradiation, Sci. Rep., vol. 11, no. 1, p. 2949, Feb. 2021, doi: 10.1038/s41598-021-82512-w.
[42] T. Hirai et al., High heat flux performance assessment of ITER enhanced heat flux first wall technology after neutron irradiation, Fusion Eng. Des., vol. 186, p. 113338, Jan. 2023, doi:
10.1016/j.fusengdes.2022.113338.
[43] K. Nordlund et al., Primary radiation damage: A review of current understanding and models, J. Nucl. Mater., vol. 512, pp. 450-479, Dec. 2018, doi: 10.1016/j.jnucmat.2018.10.027.
[44] M. R. Gilbert et al., Perspectives on multiscale modelling and experiments to accelerate materials development for fusion, J. Nucl. Mater., vol. 554, p. 153113, Oct. 2021, doi:
10.1016/j.jnucmat.2021.153113.
[45]MOOSE. [Online]. Available: https://mooseframework.inl.gov/
[46] D. Dev Singh, S. Arjula, and A. Raji Reddy, Functionally Graded Materials Manufactured by Direct Energy Deposition: A review, Int. Conf. Mater. Syst. Eng., vol. 47, pp. 2450-2456, Jan. 2021, doi: 10.1016/j.matpr.2021.04.536.
[47] Y. Nie, Y. T. Chang, and M. A. Charpagne, Functionally graded stainless steels with tailored grain boundary serration, Scr. Mater., vol. 237, p. 115714, Dec. 2023, doi:
10.1016/j.scriptamat.2023.115714.
[48] C. Romnes, Additive Manufacture of Novel Ceramic Dispersion Strengthened Refractory Metals, New Orleans, Dec. 2023.
[49] Scheil, E., Bemerkungen zur Schichtkristallbildung, Z. Metallkd., 1942, 34, p 70-72
[50] A. Reichardt et al., Advances in additive manufacturing of metal-based functionally graded materials, Int. Mater. Rev., vol. 66, no. 1, pp. 1-29, Jan. 2021, doi:
10.1080/09506608.2019.1709354.
A-63
[51] M. S. Tillack, S. A. Bringuier, I. Holmes, L. Holland, F. Santos-Novais, and G. I.
Maldonado, GAMBL - A dual-cooled fusion blanket using SiC-based structures, Fusion Eng.
Des., vol. 180, p. 113155, Jul. 2022, doi: 10.1016/j.fusengdes.2022.113155.
A-64 APPENDIX A ADVANCED MANUFACTURING TECHNOLOGIES
Additive Manufacturing, AM, technologies are rapidly evolving to support the production of complex and novel materials structures. AM also has the advantage that certain parts and structures can be fabricated much more quickly and with less cost than traditional fabrication techniques. AM is also of considerable interest for PFC applications and may also be useful for larger structural applications. There are three appropriate AM technologies of major importance to consider for PFC, PFC/FW, and divertor component fabrication.
Apart from gas-metal-arc DED additive techniques, the technology is just evolving to the state that large component shapes and sizes can be printed uniformly and economically. Large-scale components have been printed using GMA DED by adhering wire on wire layers effectively. Since wires are involved, component shapes can be reasonably complex on the mm or larger scale and can be printed with open channels for cooling or instrumental access.
For more complex structures with compositional grading, thin layers, printed matrices, and hard to machine materials or component structures, the current approach to applying AM techniques to PFC/FW and divertor components is to print modular blocks or pieces that can be combined into a larger component. A characteristic example is the W divertor test blocks shown in Figure 9.
Each block could be individually printed and then joined as tiles in the divertor plate. This approach opens opportunities to fabricate complex pieces which combine to form a large-scale component.
The modular design also helps with NDE or qualification testing of individual pieces and possible replacement of individual sections of components rather than the full component in a faster, more cost-effective way. The status of current AM technologies for PFC materials of interest is included in the following sections.
A1 Gas-Metal-Arc Direct Energy Deposition GMA DED
This technique has been adopted and is generally widely used in the power industry, including for some nuclear power applications, for fabrication or repair of large-scale components. The technique is essentially an automated welding process that deposits layers of material in a continuous pattern using a wire electrode as the deposition source. The metal or alloy wire source produces continuous ribbons and layers of deposited material of the desired composition. The layering build-up is similar to welding processes but is done to fabricate large-scale component sizes where standard casting or forging techniques with subsequent machining would be more expensive or time limited. This technique has been developed for full component fabrication, as well as component repair. The applicability of this AM technique for component repair is highly effective and efficient since the full component does not need to be fabricated. Rather, the section with a defect needs to be removed and filled in using AM techniques. This is an advanced form of weld repair where internal or surface defects identified by NDE are removed and welded.
The technique works well with certain classes of alloys, particularly classes of stainless steels and certain steels, and has possible applications for printing RAFM FW steels, which require more
A-1 complex thermos-mechanical processing than typical stainless steels. In addition, the technique is not yet developed to the point where it could be used for PFC layer production due to a number of issues, including the temperature and environmental control that would be required to print tungsten or other potential refractory alloys. Nevertheless, this is currently the only additive manufacturing technique that could produce the large-scale PFCs required for current fusion systems designs.
A2 Powder Directed Energy Deposition
A current alternative to wire-based DED is the use of directed energy sources, lasers, or electron beams to process powders. This technique also has the possibility to fabricate complex configurations but is commonly used to produce monolithic structures, which may need to be further processed. The technique has been recently reviewed [46]. Due to the mechanism for feeding powder into the processing surface, the power can be mixed or graded to produce the desired compositional variations. This success of a mixing or grading process depends on the similarities in solidification, thermally induced stresses, tendency for alloying component segregation, and other factors with mixed or graded structures. A recent example of relevance for nuclear applications shows the solidification differences when altering powder mixtures between 304 SS and 316 SS [47]. The lower Ni content in 304 SS places it closer to the ferrite-Austenite boundary and rapid solidification-induced ferrite formation, which pins grain growth. There are many other examples of the influence of rapid solidifying melt zones and associated heat affected zones on most AM processes.
A3 Laser Powder Bed Fusion
Laser powder bed fusion (L-PBF) has been successfully employed to print materials of interest for PFC components but is currently applicable for small-scale components. Printing techniques are available for tungsten and other refractor alloys, as well as binder jet printing of green SiC, which can be processed by high temperature chemical vapor infiltration (CVI) to produce near full density SiC components [21], [33].
In both cases for refractory alloys and SiC, complicated component geometries can be fabricated, including matrix lattices, which could have applicability for liquid metal or molten salt wall configurations where flow could be directed and controlled through a structural lattice. An example of an L-PBF microstructure of pure Mo is shown in Figure A1 [48]. The print build direction is from the bottom up and the typical columnar grain structure due to the cooling direction of the melt pool is clearly distinguishable. This figure is characteristic of other refractory metals, including W. The as-built porosity is seen in the black features, and there are microcracks that are difficult to discern in this figure. Post-build processing, usually by hot isostatic pressing (HIP), is helpful in reducing the internal pores and microcracks and can reduce internal stresses and possibly restructure the grain sizes and orientations.
A-2 Figure 16: L-PBF print of pure Mo. The printing direction is from the bottom up [48].
These prints, which are still at a reasonably small scale, on the order of centimeters in each dimension, are typically designed using print build design software, such as Autodesk Netfab.
For alloys with possible phase transformations during cooling or later post-build heat treatment, Thermo-Calc is used to predict phase formation during solidification and can also be used for alloy design. Thermo-Calc includes analysis routines that help predict printing outcomes. The most commonly used routine is based on the Scheil equation [49] for the cooling process at the last stage of solidification. The Scheil routine predicts the tendency for solidification cracking, which is a critical issue with AM print structural stability.
Recently, there has been a growing interest in powder additions to prevent grain growth, reduce porosity, and prevent microcracking. The addition of nano-scale ceramic particles, the same as or similar to those used in oxide dispersion strengthened (ODS) alloys, has been found to improve refractory alloy print characteristics. One example of the addition of pre-and post-HIP W with ZrC powder additions is shown in Figure A2 [48]. The scales are the same as Figure A1, which shows the potential level of grain refinement. The post-HIP conditions also show the effect of HIP on reducing porosity, seen as the black figures in the images. HIP has a similar effect on reducing microcracking, which is less visible in the images.
A-3 Figure 17: L-PBF print of W with 0.15% ZrC powder: As-built (left) and post-HIP (right).
The printing direction is from the bottom up [48].
A4 Functional Grading
DED is well suited for printing functionally graded materials. Since the powder is fed to the print surface for processing, the composition of the powder can be changed as the build continues to produce grade compositions. This is the case of the previous example of 316 SS to 304 SS [47].
The application of AM for functionally graded alloy printing has been recently reviewed [50]. The review includes listings of a large number of AM functionally graded alloy combinations. Past work has successfully joined materials with different compositions and crystal structures, for instance, 300 maraging steel to 316 SS, with a mixed alloy phase transition zone and very large differences in strength and thermal conductivity between the two base alloys at either end of the build.
Mixed ceramic-metallic functionally graded materials have also been tried. For example, General Atomics produced a mixed SiC-W graded product, going from 25% W-75% SiC on the base to 100% W on the surface. These types of mixtures are possible but challenging to fabricate due to the much higher melting point of SiC compared even to W [51].
A5 Layered Structures
There are multiple possibilities for forming layered metallic structures using HIP or other bonding techniques. HIP bonding and explosive bonding of Cu alloys to 316 SS were tested as the originally selected ITER FW structure, Cu alloys for high heat flux, and 316 SS for structural support. The current selection of RAFM steels for FW applications provides both functions. HIP bonding presents a particularly appealing approach to dissimilar materials joining at sufficiently large scales to produce PFC/FW structures large enough for plasma chamber wall applications.
The major issue for HIP bonding is the compatibility of the two materials being joined. The process usually depends on the interdiffusion of alloying constituents at the interface to produce a uniform interconnection between the two materials. The interconnection is critical to ensure uniform mechanical and thermal properties across the interface. Because HIP is a thermal-mechanical process, materials physical properties, like coefficients of thermal expansion and thermal
A-4 conductivity, are also important considerations. While HIP is not the point of this survey, the use of AM techniques to produce useful interlayers between large plates for joining could be important.
As described in the section on functionally graded materials above, the materials transitions across the joining surface are critical.
Layered structures of ceramic materials are also possible using AM techniques. One example is SiCf/SiC composites of SiC fiber infiltrated with CVI SiC have been widely tested in neutron irradiation environments. These fiber-reinforce composites have useful mechanical properties which resist fracture through fiber crack bridging. The ARIES-AT design, one of the major baseline designs for a functional test MFC, specifies the use of a 1 mm SiC layer on a 4 mm SiCf/SiC backing. The monolithic SiC surface layer is used to assure a fully dense surface structure, which is not possible with the SiCf/SiC composite, which is formed using CVI of woven fiber structures.
This type of structure could be possible by CVI and CVD alone but could also employ AM for producing a uniform SiC surface layer with binder L-PBF for CVI final processing [11].
Attempts to develop graphite printing have not been highly successful due to the extreme conditions required. However, one study has examined the potential for printing steel onto pyrolytic graphite to form a layered structure with a strong bond. The graphite was used as the build plate and the adherence of the steel print to the graphite plate provides some promise for the development of a graphite-metal bonding technique.
A-5
ML24137A053; ML24137A055 OFFICE OCHCO/ADHRTD RES/DE/CIB
/NRANB NAME BBettes BBRIyengar RI DATE May 21, 2024 May 21, 2024